È possibile accedere alla finestra di dialogo Programma NC nei modi indicati di seguito:
- Facendo clic sulla scheda Programma NC > gruppo Crea > Crea.
- Facendo clic sulla scheda Programma NC > gruppo Modifica > Impostazioni.
- Selezionando Impostazioni in uno dei menu Programma NC specifici.
- Selezionando Crea programma NC nel menu Programmi NC.
Questa finestra di dialogo contiene i seguenti elementi:
Nella parte superiore della finestra di dialogo sono riportate informazioni relative al programma NC nella sua interezza.
Nome: visualizza il nome del programma NC come appare nell'Explorer. Se necessario, immettere un nuovo nome da assegnare al programma NC.
 Opzioni: fare clic per visualizzare la pagina Programmi NC > Output della finestra di dialogo Opzioni. Per maggiori informazioni, vedere Opzioni > Programma NC.
Opzioni: fare clic per visualizzare la pagina Programmi NC > Output della finestra di dialogo Opzioni. Per maggiori informazioni, vedere Opzioni > Programma NC.
File output: immettere il nome e la directory del file di output utilizzato quando si scrivono tutti i percorsi utensile in un programma NC in un unico file. Le stesse variabili sono disponibili per Nome della directory, ad eccezione di %[contatore] e %[percorso utensile]. Selezionare  per scegliere un file di output.
per scegliere un file di output.
Questa opzione è disponibile solo è stato deselezionato Scrivi file per ogni percorso nella pagina Programmi NC > Output della finestra di dialogo Opzioni.
Post-processor: il campo visualizza il percorso di file del file di opzioni della macchina utensile selezionata (ad esempio Fanuc11m). Quando viene visualizzato <Da macchina utensile>, PowerMill utilizza il file di opzioni associato alla macchina utensile. Fare clic su per visualizzare la finestra di dialogo Seleziona file delle opzioni e individuare un file di opzioni.
Nel seguente percorso sono disponibili diversi file di opzioni della macchina: C:\Utenti\Pubblica\Documenti\Autodesk\Manufacturing Post Processor Utility 2019.1\Generic\.
 Opzioni di sonda: fare clic per visualizzare la finestra di dialogo Opzioni del programma NC sonda, in cui è possibile specificare le impostazioni Esporta CAD e Sostituzione coordinate sonda.
Opzioni di sonda: fare clic per visualizzare la finestra di dialogo Opzioni del programma NC sonda, in cui è possibile specificare le impostazioni Esporta CAD e Sostituzione coordinate sonda.
Macchina utensile: selezionare la macchina utensile che verrà utilizzata per lavorare la parte. PowerMill salva la selezione e utilizza la macchina utensile specificata per la simulazione della macchina utensile.
Posizione modello: selezionare il piano di lavoro che posiziona il modello nella posizione corretta sulla macchina utensile. Tale impostazione è utile ai fini della simulazione. Il piano di lavoro deve avere lo stesso orientamento del piano di lavoro di output. PowerMill salva la selezione e utilizza il piano di lavoro della posizione del modello specificato ai fini della simulazione del programma NC.
Se non si seleziona una macchina utensile, PowerMill utilizza la macchina attiva per simulare il programma NC.
Per simulare il programma NC con una macchina utensile o una posizione del modello differente a scopo sperimentale, selezionare una macchina utensile o una posizione del modello diversa nella scheda Macchina utensile; quindi, dall'Explorer, fare clic con il pulsante destro del mouse sul programma NC e selezionare Simula dall'inizio. Queste modifiche non cambiano le impostazioni nella finestra di dialogo Programma NC.
Piano di lavoro di output: selezionare quale piano di lavoro nel progetto PowerMill si allinea con il sistema di coordinate della macchina utensile. Quando si seleziona un piano di lavoro, si specifica l'orientamento della parte rispetto alla macchina utensile. Se non viene selezionato alcun piano di lavoro di output, né questo è implicito in base alla selezione effettuata nella finestra di dialogo Preferenze NC, PowerMill utilizza il piano di lavoro di output del primo percorso utensile nel programma NC. Se il piano di lavoro di output del programma NC è diverso rispetto al piano di lavoro di output del primo percorso utensile del programma NC, PowerMill genera un avviso. I piani di lavoro di output, specificati nelle finestre di dialogo Programma NC, Preferenze NC o dedicate alla strategia non devono necessariamente corrispondere (esattamente come avviene per il numero dell'utensile, per il refrigerante e per i cicli di foratura). Qualora siano diversi, viene utilizzato il piano di lavoro di output selezionato qui al posto del piano di lavoro di output selezionato altrove.
Numero programma: immettere un numero all'inizio del file del programma NC. Alcuni controllori richiedono un numero all'inizio del file del programma NC.
Ad esempio, per i controlli Fanuc, il file avrà un aspetto simile al seguente:
% :1234 N10G91G28X0Y0Z0 N20G40G17G80G49 N30G0G90Z33.031
In questo caso, 1234 è il numero del programma.
Allinea automaticamente utensile 3+2: deselezionare questa opzione quando il piano di lavoro di output è diverso dal piano di lavoro del percorso utensile, ma nel file del programma NC non devono essere presenti movimenti angolari (ad esempio, se si ruota manualmente la pinza in base all'angolo richiesto).
Nome della parte: visualizza il nome della parte che viene tagliata. Se necessario, immettere un nuovo nome. Il nome della parte può essere utilizzato per apparire all'inizio del file del programma NC (a seconda dell'impostazione dell'inizio del tape nel file delle opzioni della macchina).
Valore Utensile: selezionare se l'output è specificato in termini di punta dell'utensile o di centro dell'utensile. Il centro dell'utensile è definito come l'offset della punta dell'utensile di una distanza pari al raggio della punta in direzione dell'asse dell'utensile.
Movimenti di connessione: specificare in che modo si muove l'utensile da un percorso utensile al successivo. In precedenza l'utensile si muoveva verso la nuova posizione e poi ruotava in base all'orientamento richiesto. L'opzione è disponibile solo quando sono presenti percorsi utensile multiasse.
- Muovi, ruota: quando è selezionata questa opzione, l'utensile si muove nella nuova posizione e poi ruota nell'orientamento corretto.
- Ruota, Muovi — Quando è selezionato, l'utensile ruota nel corretto orientamento e poi si muove in una nuova posizione.
- Simultaneo — Quando selezionato, l'utensile si muove e ruota simultaneamente. Questa è l'opzione di default.
Lista percorsi utensile: visualizza tutti i percorsi utensile nel programma NC, insieme ai parametri usati per creare il percorso utensile. Selezionare uno o più percorsi utensile per visualizzarne le informazioni nella metà inferiore della finestra di dialogo.
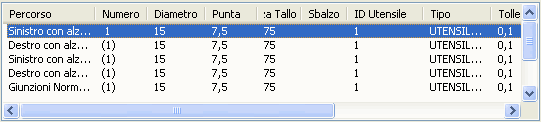
È possibile trascinare e ridimensionare le colonne posizionando il cursore all'estremità di una colonna e trascinandolo in una nuova posizione.
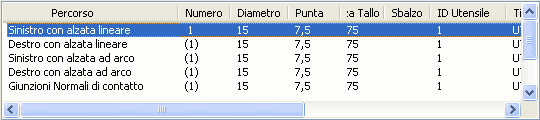
Il campo Numero rappresenta il numero dell'utensile.
Se il numero è riportato tra parentesi, (2), vuol dire che non vi è alcun cambio utensile per questo percorso utensile.
Se il numero è preceduto da un asterisco, *, vuol dire che il numero dell'utensile per questo percorso utensile è stato modificato nella parte inferiore di questa finestra di dialogo.
Se il numero è sostituito da un punto interrogativo, ?, vuol dire che non è stato specificato alcun numero dell'utensile, ma per Numerazione utensile è stata selezionata l'opzione Come specif.
Non è consentito definire per un utensile lo stesso numero già assegnato ad un diverso utensile. L'unica eccezione è rappresentata dal caso in cui viene scritto un file separato per ciascun percorso utensile: in una situazione del genere, tutti i numeri degli utensili di default sono 1. Per default, il primo numero dell'utensile in qualsiasi file è 1.
 Lista percorsi utensile: fare clic per visualizzare l'elenco dei percorsi utensile e i relativi parametri (utilizzati nel programma NC) in una finestra di dialogo separata.
Lista percorsi utensile: fare clic per visualizzare l'elenco dei percorsi utensile e i relativi parametri (utilizzati nel programma NC) in una finestra di dialogo separata.
 Lista utensili: fare clic per visualizzare l'elenco degli utensili e i relativi parametri (utilizzati nel programma NC) in una finestra di dialogo separata.
Lista utensili: fare clic per visualizzare l'elenco degli utensili e i relativi parametri (utilizzati nel programma NC) in una finestra di dialogo separata.
È possibile fare clic con il pulsante destro del mouse sulle colonne nelle finestre di dialogo Lista percorsi utensile e Lista utensili per personalizzare la vista o copiare i dati in un'applicazione esterna.
Reimposta: fare clic per ripristinare i valori originali dei numeri degli utensili. Il numero dell'utensile può essere modificato nella parte inferiore della finestra di dialogo e viene visualizzato nella Lista percorsi utensile.
Cambio Utensile: specificare in quale occasione viene scritto un comando Carica utensile.
- Quando cambia: selezionare questa opzione per aggiungere un comando Carica utensile all'inizio del primo percorso utensile e in seguito solo in caso di variazione della geometria dell'utensile. Ciò consente di aggiungere un comando Carica utensile se la lunghezza dell'utensile è diversa.
- Sempre — Selezionare questa opzione per aggiungere un comando Carica utensile all'inizio di ogni percorso utensile anche se i parametri sono uguali.
- Sul nuovo utensile: selezionare questa opzione per aggiungere un comando Carica utensile all'inizio del primo percorso utensile e in seguito solo se il percorso utensile utilizza un'entità dell'utensile diversa rispetto al precedente percorso.
Numerazione utensile: specificare il sistema di numerazione utilizzato per identificare gli utensili nel programma NC.
- Automatico: selezionare questa opzione per assegnare un nuovo numero a ciascun nuovo utensile utilizzato. Quando uno strumento viene riutilizzato in un altro percorso utensile, viene utilizzato il numero esistente.
- Come specif. — Selezionare questa opzione per usare il numero utensile specificato nella finestra di dialogo dell'entità Utensile. Se un numero utensile non è stato specificato in alcuna finestra di dialogo, viene visualizzato un ? nell'elenco percorso utensile; tuttavia, se si tratta del primo percorso utensile, il numero utensile viene considerato 1.
- Sequenziale — Selezionare questa opzione per denominare gli utensili in modo sequenziale. Per default, il primo utensile è denominato 1, il secondo 2, quindi 3, 4 e così via.
Il campo Numero utensile nell'area del percorso utensile specifico della finestra di dialogo Programma NC definisce il primo numero di una serie sequenziale.
Se viene usato lo stesso utensile nel successivo percorso utensile, il numero dell'utensile è racchiuso tra parentesi, ad es. (1).
Posizione di cambio utensile: specificare se il cambio di un utensile avviene prima o dopo il movimento di connessione.
- Dopo Connessione: selezionare questa opzione se il cambio dell'utensile deve avvenire dopo i movimenti di connessione. Questa è l'opzione predefinita.
- Prima di connessione: selezionare questa opzione se il cambio dell'utensile deve avvenire prima dei movimenti di connessione.