Nella parte inferiore della finestra di dialogo Programma NC è possibile visualizzare e modificare le impostazioni per ciascun percorso utensile nel programma NC. Per visualizzare le impostazioni di un percorso utensile, selezionare il percorso dall'elenco Perc. utensile.
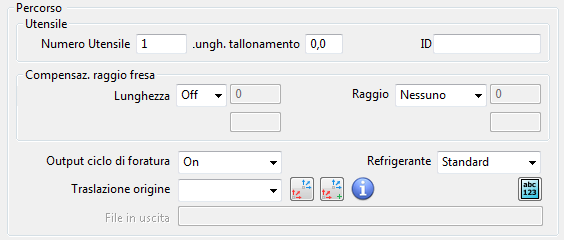
Numero utensile: selezionare il numero dell'utensile utilizzato dal percorso utensile. Per default, questo valore corrisponde a quanto specificato nel campo Numero utensile della scheda Punta della finestra di dialogo Utensile. Il numero dell'utensile viene aggiunto al file di taglio.
Lunghezza tallonamento: immettere la lunghezza di tallonamento. Per default, questo valore corrisponde a quanto specificato nel campo Lunghezza tallonamento della scheda Pinza della finestra di dialogo Utensile. Il valore è la lunghezza totale dell'assemblaggio dell'utensile che si estende dal mandrino quando questo è montato sulla macchina utensile (la lunghezza dalla punta dell'utensile fino alla parte superiore della pinza).
ID: immettere il nome dell'utensile. Per default, il nome corrisponde a quanto specificato nella scheda Dati di taglio della finestra di dialogo Utensile e viene aggiunto al file di taglio. Se si esporta un utensile in un database degli utensili, viene esportato l'ID dell'utensile e non il nome (nella scheda Punta della finestra di dialogo Utensile). Per default, ID Utensile è uguale a Nome. Il numero dell'utensile viene aggiunto al file di taglio.
Compensaz. raggio fresa: per la maggior parte dei controlli, ad eccezione del controllo Heidenhain, è necessario immettere il valore effettivo usato per la lunghezza e la compensazione del raggio della fresa nella macchina utensile. A tale scopo, immettere i valori in un registro cui è possibile accedere in base ad un numero nel programma NC.
Si supponga ad esempio di aver bisogno di un offset del raggio dell'utensile di 0,2 nel primo percorso utensile e di 0,4 nel secondo percorso e di impostare quindi il numero di offset del raggio su 31 per il primo percorso utensile e su 32 nel secondo percorso. Il file del programma NC contiene i codici G41 ... D31 nel primo percorso utensile e G41 ... D32 nel secondo percorso. Digitando 0.2 nel registro 31 e 0.4 nel registro 32, i valori 0.2 e 0.4 verranno utilizzati rispettivamente per il primo e per il secondo percorso utensile.
Nella maggior parte dei casi, gli utenti utilizzano lo stesso numero per l'offset della lunghezza, l'offset del raggio e per l'utensile. Ad esempio, si aspettano di vedere T5, H5 e D5 nello stesso percorso utensile. In alternativa, il numero di offset del raggio può avere una connessione fissa con il numero dell'utensile. Ad esempio, se il numero dell'utensile è 5 il numero di offset del raggio sarà 35, se il numero dell'utensile è 7 l'offset sarà 37. Questa situazione può essere facilmente gestita dal post-processor.
Vi sono tuttavia dei casi in cui non è possibile eseguire questa operazione, quindi PowerMill è in grado di modificare i numeri qualora ciò sia necessario. In genere i numeri di default sono corretti e i numeri vengono utilizzati solo qualora si ricorra alla compensazione della lunghezza o del raggio.
Lunghezza: selezionare il tipo di compensazione della lunghezza della fresa sul controllore della macchina utensile. La lunghezza dell'utensile utilizzata in PowerMill resta invariata.
- Off: quando è selezionata questa opzione, il valore 0 appare nel file.
- On: quando è selezionata questa opzione, il valore di default corrisponde alla lunghezza dell'entità dell'utensile.
Lunghezza di compensazione: immettere la lunghezza dell'utensile; per default, corrisponde alla lunghezza dell'entità dell'utensile. Permette di cambiare la lunghezza dell'utensile nel percorso utensile NC.
Numero offset lunghezza: immettere il numero del registro di offset, utilizzato sul controllo della macchina utensile, per salvare il valore di offset della lunghezza. Di solito corrisponde al numero dell'utensile ed è utile quando i numeri di default non sono corretti.
Raggio: selezionare il tipo di compensazione del raggio della fresa sul controllore della macchina utensile. Il raggio dell'utensile utilizzato in PowerMill resta invariato.In questo modo è possibile eseguire l'offset di un percorso utensile a livello di controllo della macchina in base ad un valore memorizzato in uno specifico registro di offset.
- Nessuno: quando è selezionata questa opzione, non esiste alcuna compensazione del raggio della fresa.
- 2D: quando è selezionata questa opzione, viene utilizzata una compensazione della fresa 2D che genera un codice sinistrorso.
- Sinistra: quando è selezionata questa opzione, la compensazione del raggio della fresa viene aggiunta generando un comando G41 all'inizio dei movimenti dell'utensile che richiedono una compensazione.
- Destra: quando è selezionata questa opzione, la compensazione del raggio della fresa viene aggiunta generando un comando G42 all'inizio dei movimenti dell'utensile che richiedono una compensazione.
- 3D: quando è selezionata questa opzione, vengono scritti vettori della normale di contatto da utilizzare per la compensazione della fresa 3D. Si tratta di un'impostazione essenziale quando la macchina utensile effettua la compensazione della fresa 3D e PowerMill restituisce i vettori i, j, k al file tape. Per abilitare la compensazione della fresa 3D, fare clic sulla scheda Modifica percorso utensile > gruppo Modifica > Distribuzione punti; quindi, nella finestra di dialogo Distribuzione punti, selezionare Normali di contatto.
Per abilitare la compensazione della fresa 3D su tutti i percorsi utensile, selezionare tutti i percorsi nell'elenco, quindi impostare Raggio su 3D e selezionare l'opzione Normali di contatto nella finestra di dialogo Distribuzione punti.
Non è più possibile scrivere normali e codici di destra/sinistra nello stesso percorso utensile. È necessario modificare qualsiasi file delle opzioni contenente normali e codici di destra/sinistra per la compensazione della fresa.
Raggio compensazione: immettere il raggio dell'utensile; per default, corrisponde al raggio dell'entità dell'utensile. Permette di cambiare il raggio dell'utensile nel percorso utensile NC.
Numero offset raggio: immettere il numero del registro di offset, utilizzato sul controllo della macchina utensile, per salvare il valore di offset del raggio. Di solito corrisponde al numero dell'utensile ed è utile quando i numeri di default non sono corretti.
Elenco Output ciclo di foratura: selezionare Si per salvare i cicli di foratura come cicli fissi.
Refrigerante: selezionare un'opzione per il refrigerante da applicare al percorso utensile selezionato.
- Nessuno: quando è selezionata questa opzione, non viene utilizzato alcun refrigerante.
- Standard: quando è selezionata questa opzione, il refrigerante viene attivato.
- Getto d'acqua: quando è selezionata questa opzione, il refrigerante viene trasformato in un getto.
- Nebulizzato: quando è selezionata questa opzione, il refrigerante viene trasformato in una nebulizzazione.
- Maschiatura: quando è selezionata questa opzione, il refrigerante viene erogato in modo non continuo.
- Aria: quando è selezionata questa opzione, il refrigerante viene trasformato in aria compressa.
- Passante: quando è selezionata questa opzione, il refrigerante viene erogato ad aria compressa.
- Doppio: quando è selezionata questa opzione, vengono abilitati due codici di refrigerante.
PowerMill disattiva il refrigerante alla fine del percorso utensile.
È possibile applicare il refrigerante in posizioni (finestre di dialogo o schede) diverse. Per maggiori informazioni, vedere Aggiornamento e circolazione del refrigerante.
Lista traslazioni origini: selezionare una traslazione dell'origine cui applicare il percorso utensile selezionato. Per creare o modificare una traslazione dell'origine, fare clic su  .
.
 Traslazione origine per setup: fare clic per visualizzare i setup nella finestra di dialogo Programma NC che consente di applicare traslazioni delle origini ai setup in un programma NC.
Traslazione origine per setup: fare clic per visualizzare i setup nella finestra di dialogo Programma NC che consente di applicare traslazioni delle origini ai setup in un programma NC.
Traslazione origine: fare clic per visualizzare la finestra di dialogo Traslazione origine per il programma NC che consente di creare e modificare traslazioni delle origini.
 Aggiungi comandi: fare clic per visualizzare la finestra di dialogo Comandi Programma NC/Preferenze commenti in cui è possibile specificare comandi e commenti che verranno inseriti nel programma NC.
Aggiungi comandi: fare clic per visualizzare la finestra di dialogo Comandi Programma NC/Preferenze commenti in cui è possibile specificare comandi e commenti che verranno inseriti nel programma NC.
File output: specificare le convenzioni di denominazione per i file di output. È possibile immettere delle variabili nel nome del file, che verranno risolte in fase di scrittura del programma NC.