En avalant — Sélectionnez cette option pour avoir l'outil sur le côté gauche de l'arête usinée (dans la direction du trajet d'outil). Désactivez-la pour le fraisage conventionnel, avec l'outil sur le côté droit de l'arête usinée.
Ebauche bi-directionnelle — Activez cette option pour fraiser dans les deux directions. Si désactivé, l'ébauche conventionnelle se produit et le parcours de découpe se déplace dans une direction avec des mouvements rapides de retour, au-dessus du brut pour se préparer à la prochaine passe. En avalant contrôle la direction d'usinage.
Utiliser outil de finition — Si désactivé, le même outil est utilisé pour les passes d'ébauche et de finition. Activez Utiliser outil de finition pour créer un nouvel outil pour la finition. Cet outil de finition est identique à l'outil que vous avez sélectionné pour l'ébauche. Le suffixe -finition est ajouté au nom du nouvel outil. Par exemple, si l'outil d'ébauche est nommé fraise deux taille 1, l'outil de finition est appelé fraise deux taille 1-finition. Cet outil de finition n'est pas assigné de façon permanente à une armoire à outils, il s'agit d'un outil temporaire à utiliser dans le document actuel uniquement.
Compensation outil de finition — Activez cette option pour utiliser la compensation d'outil pour les passes de finition et semi-finition d'une feature fraisée.
Compensation outil d'ébauche — Sélectionnez cette option pour activer la compensation d'outil pour la passe d'ébauche de toutes les features fraisées dans le document courant par défaut. Voir Compensation d'outil de finition pour plus d'informations.
Comp. outil de chanfrein — Sélectionnez cette option pour activer la compensation d'outil pour les opérations de chanfrein de toutes les features fraisées dans le document courant par défaut.
Programmation bord outil — Ceci est un type particulier de compensation pour les features de fraisage. Si activé, les dimensions du dessin de la feature sont extraites comme étant le parcours d'outil au lieu de la ligne médiane de l'outil. L'outil sélectionné pour usiner la feature est toujours important même quand vous utilisez la programmation de bord d'outil. Si le même outil est utilisé pour l'ébauche, assurez-vous que le diamètre d'outil réel ne dévie pas trop du diamètre d'outil utilisé par FeatureCAM pour assurer une couverture de zone correcte pour les passes d'ébauche. Assurez-vous également que le diamètre de l'outil de finition sélectionné est assez petit pour usiner la feature entière. Si vous avez sélectionné un outil trop grand pour rentrer dans les coins serrés, vous ne pouvez pas corriger le parcours d'outil avec uniquement la compensation d'outil.
FeatureCAM calcule automatiquement le point d'entrée de la passe de finition et ajoute un mouvement linéaire et un mouvement d'accostage (basé sur l'attribut de diamètre d'accostage) à la passe de finition pour prendre en compte la compensation d'outil. Si vous recevez un avertissement dans la liste des opérations tel que "Impossible de trouver l'accostage/la sortie en arc" ou "Impossible d'étendre les extrémités du parcours", corrigez alors le problème en diminuant l'attribut de diamètre d'accostage ou en changeant le point de pré-perçage.
Minimiser retrait outil — Activez cette option pour réduire le nombre de retraits de l'outil lors du fraisage d'une feature. Au lieu de se retirer, l'outil va continuer d'avancer à sa position suivante.
Tranches individuelles — La passe d'ébauche est souvent effectuée sur plusieurs tranchez Z à cause de la profondeur de la feature. Activez cette option pour les lister afin que vous puissiez éditer les attributs de chaque niveau séparément.
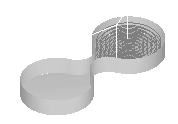
Profondeur d'abord — Activez cette option pour couper chaque région d'une feature complètement avant de passer à une autre région. Les parcours descendent en Z.
Si cette option est désélectionnée, alors toutes les régions d'une feature sont usinées à un niveau Z avant de descendre à un niveau Z plus bas.
Les images ci-dessous montrent comment les régions d'une feature sont complètement usinées avant de passer à une autre région.
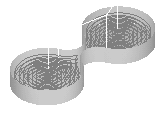
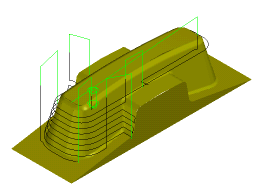
Si vous utilisez des outils multi-ébauche ou des outils multi-finition pour ébaucher efficacement les coins étroits, Profondeur d'abord est également utile.
Les images ci-dessous montrent un outil finissant des coins serrés dans un processus de profondeur d'abord.
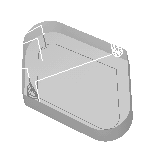
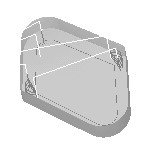
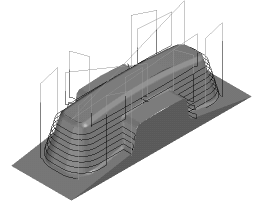
Trier — L'attribut Trier dit à FeatureCAM de re-séquencer les parcours d'outils pour minimiser les retraits en essayant d'éviter les découpes en pleine largeur. Utilisez Trier quand vous avez une pièce où plusieurs régions distinctes sont usinées. Si vous voulez que les parcours d'outils se déplacent directement sur une surface sans vous soucier des retraits, désélectionnez Trier.
Pour des opérations Tranche-Z (ébauche ou finition), l'attribut Trier permet l'usinage de zone, où les parcours d'outils descendent en Z (ou -Z) s'il est plus efficace que d'usiner la pièce entière en tranches-Z complètes. L'exemple de combiné téléphonique ci-dessous montre que les parcours d'outils usinent le haut de la pièce en tranches-Z complètes, puis usinent un côté puis l'autre.
Menu Position 5-axes — Il y a souvent une option d'orientation alternative pour accéder à une face. Sélectionnez parmi :
- Standard — L'orientation par défaut.
- Alternative — L'orientation alternative à la valeur par défaut.
- Utiliser les préférences Post-pro — Utilise la position (Positive ou Négative) définie dans XBUILD dans la boite de dialogue Cinq axes pour l'option Orientation préférée du premier axe rotatif.
- Utiliser les limites d'axe — Laissez FeatureCAM sélectionner l'orientation la mieux adaptée dans les limites d'axe définies dans le fichier MD.
Evitement de bride — Cliquez sur ce bouton pour afficher la boite de dialogue Evitement de bride, où vous pouvez spécifier les options pour l'évitement de brides solides dans les parcours 3-axes et NT.
Mouvements non-coupants — Cliquez sur ce bouton pour afficher la boite de dialogue Mouvements Vortex non-coupants, où vous pouvez choisir de retirer ou d'augmenter l'avance des mouvements non-coupants pour les parcours Vortex.
Utiliser le nouveau parcours de rainure int/ext — Sélectionnez cette option pour utiliser le nouveau style de parcours de rainure de côté, ou désélectionnez-la pour permettre une rétro-compatibilité. Quand cette option est sélectionnée, ces changements sont effectués aux parcours d'outils de rainure de côté :
- Les mouvements de plongée et de retrait sont vérifiés.
Vous pouvez désactiver la vérification de collision sur les mouvements de retrait et de plongée en désélectionnant l'option Vérification de collision en plongée dans l'onglet Stratégie de la boite de dialogue de propriétés de feature.
- Vous pouvez utiliser la gestion d'entrée/sortie pour la finition de l'opération.
Pour spécifier les réglages de gestion d'entrée/sortie, cliquez sur Gestion entrée/sortie dans l'onglet Stratégie de la boite de dialogue de propriétés de feature et utilisez la boite de dialogue Options entrée/sortie de finition.
- Vous pouvez utiliser des mouvements d'entrée en arc pour les opérations de finition. Sinon, vous ne pouvez utiliser qu'un mouvement d'entrée linéaire.
Pour utiliser un mouvement d'entrée en arc, sélectionnez Entrée en arc dans l'onglet Enchaînements de la boite de dialogue de propriétés de feature.
- Vous pouvez définir un point de départ pour la passe de finition.
Pour définir un point de départ, utilisez l'attribut Point de départ dans l'onglet Plongée de la boite de dialogue de propriétés de feature.
Rainurage trochoïdal
Usinage trochoïdal — Activez cette option pour utiliser une découpe trochoïdal dans une rainure simple. Sélectionnez la direction des trochoïdes pour un usinage trochoïdal, parmi horaire ou trigo.
Au lieu d'un rainurage simple, l'outil utilise une série de cercles, par exemple :
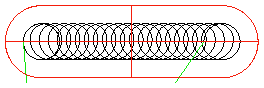
Un parcours d'outil trochoïdal réduit la charge sur l'outil.
Diamètre outil max — Ceci est le pourcentage de la largeur de la rainure qui est utilisé pour déterminer le diamètre de l'outil que sera sélectionné.
Distance passe max — Ceci est spécifié comme étant un pourcentage du diamètre d'outil et représente la distance maximum entre les cercles voisins du parcours d'outil.