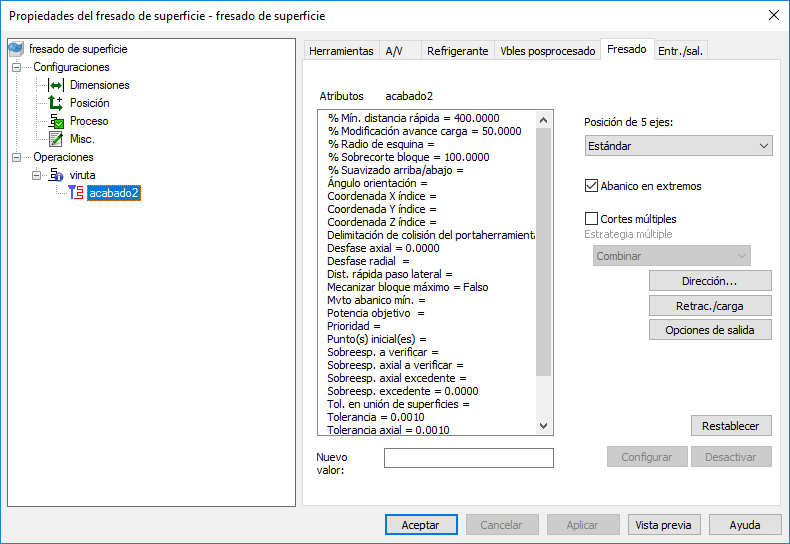
Posición de 5 ejes — Normalmente existe la posibilidad de utilizar una orientación alternativa para acceder a las caras. Seleccione:
- Estándar — La orientación por defecto.
- Alternativa — La orientación alternativa a la predeterminada.
- Preferencia posprocesado — Utiliza la posición (Positiva o Negativa) configurada en XBUILD en el cuadro de diálogo de 5 ejes para la opción de Orientación preferida del eje de rotación primario.
- Utilizar límites del eje — Permite que FeatureCAM seleccione la orientación que mejor se ajuste a los límites del eje configurados en el fichero MD.
Desfase axial — Este atributo desfasa la posición más baja de la trayectoria a lo largo del eje de herramienta. Los números positivos desfasan la trayectoria hacia el portaherramientas, los negativos la separan.
Tolerancia axial — Aporta estabilidad al eje de herramienta y reduce la carga de la herramienta.
Sobreesp. a verificar — Introduzca la distancia mínima a dejar alrededor de la(s) superficie(s) a verificar). Si se deja vacío para una pasada de desbaste, se utiliza el Sobreesp. acabado. Si se deja vacío para una pasada de acabado, se utiliza el Sobreesp. excedente. Es posible asignar valores negativos o positivos. Configure las Superficies a verificar en la pestaña de Dimensiones.
Sobreesp. axial a verificar — Introduzca la cantidad de material axial (Z) que se va a dejar en una superficie a verificar. Si introduce un valor para el Sobreesp. axial a verificar, el valor del Sobreesp. a verificar solo se aplica a las superficies a verificar radiales (XY). Si deja el Sobreesp. axial a verificar en blanco, el valor del Sobreesp. a verificar se aplica a las superficies a verificar axiales y radiales. Es posible asignar valores negativos o positivos.
% Radio de esquina — Este ajuste evita cambios bruscos de dirección al insertar un arco. Para activarlo, introduzca un porcentaje del diámetro de herramienta para el radio del arco.
Tolerancia degouge — La distancia máxima (además del Desfase radial) que se utiliza para alejar la herramienta de las superficies para evitar colisiones.
Dirección — Haga clic en este botón para abrir el cuadro de diálogo de Dirección de corte.
Abanico en extremos — Con el fresado de eliminación de virutas, la herramienta se auto-alinea en la dirección de las generatrices de la superficie. A medida que la trayectoria se mueve de una superficie a otra, puede darse un cambio en la dirección de las generatrices y por tanto del eje de herramienta. Esto se llama movimiento de abanico o contacto. Cuando Abanico en extremos está activado, el movimiento de abanico solo se produce en los extremos de un plano. Desactive Abanico en extremos para permitir que el movimiento de abanico se produzca en cualquier lugar del plano.
Delimitación de colisión del portaherramientas — Delimita la trayectoria donde se produce la colisión del portaherramientas o la caña con una superficie de la pieza, una superficie a verificar o el bloque sin mecanizar. Seleccione Delimitación de colisión del portaherramientas en la pestaña de Estrategia de la figura para activarlo. Si se activa, puede configurar varias opciones:
- Dist. seg. portahtas — Introduzca la distancia de seguridad del portaherramientas. Se delimita la trayectoria en los puntos en los que el portaherramientas se acerca a esta distancia de las superficies de la pieza o de las superficies a verificar.
- Dist. seg. caña — Introduzca la distancia de seguridad de la caña. Se delimita la trayectoria en los puntos en los que la caña se acerca a esta distancia de las superficies de la pieza o de las superficies a verificar.
Coordenada X índice — Existe la posibilidad de introducir la coordenada X absoluta para el movimiento de retracción del índice.
Coordenada Y índice — Existe la posibilidad de introducir la coordenada Y absoluta para el movimiento de retracción del índice.
Coordenada Z índice — Existe la posibilidad de introducir la coordenada Z absoluta para el movimiento de retracción del índice.
Si no introduce una coordenada, el valor de la Dist. seg. índice Z se utiliza para el movimiento de retracción del índice. Dist. seg. índice Z es una distancia de seguridad por encima del cilindro que delimita al bloque. Puede que el valor de Z para el indexado quede fuera del rango válido para la máquina. O los movimientos de retracción pueden ser menos eficientes si la pieza tiene una forma irregular.
Ángulo orientación — Introduzca la posición inicial del eje C de la pieza en la máquina al principio de la operación.
Sobreesp. excedente — Introduzca la cantidad de material que se deja después de una pasada de acabado. Es posible asignar valores negativos o positivos. Puede introducir un número negativo, de hasta el valor negativo del radio de la herramienta, para cubrir la reducción de volumen o los explosores, y la pieza se mecaniza en las superficies de la pieza con la cantidad negativa fijada. Si está sin configurar, el valor predeterminado del Sobreesp. excedente es 0.
Sobreesp. axial excedente — Introduzca la cantidad de material axial (Z) excedente en una figura después de la pasada de acabado. Si introduce un Sobreesp. axial excedente, el Sobreesp. axial solo se aplica al material radial (XY). Si no introduce un Sobreesp. axial excedente, se aplica el Sobreesp. excedente al material axial y radial. Es posible asignar valores negativos o positivos.
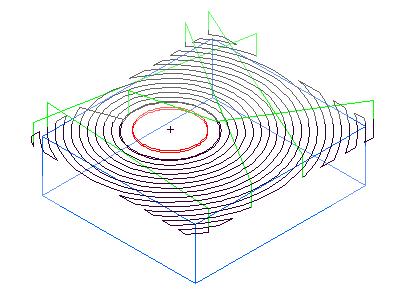
% Mín. distancia rápida — Introduzca la distancia mínima, como un porcentaje del diámetro de herramienta, en la que la herramienta puede utilizar un movimiento rápido. Los movimientos menores que esta distancia utilizan un movimiento de avance.
La distancia rápida mínima se aplica en el fresado de 2,5D. Exprese el valor como un tanto por ciento del diámetro de la herramienta.
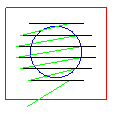
El ejemplo representa una figura mecanizada con un valor del 400%:
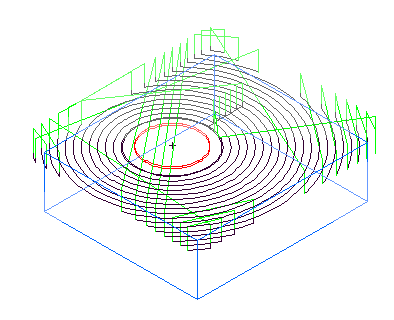
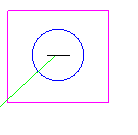
Este es el mismo ejemplo pero con una % Mín. distancia rápida del 10%. La herramienta realiza movimientos de retracción y rápidos entre pasadas.
Mvto abanico mín.— Introduzca la distancia a la que la herramienta puede cambiar de una dirección de las generatrices a la siguiente.
Cortes múltiples — Permite varias pasadas que descienden por el eje de herramienta.
Estrategia múltiple — Para utilizar cortes múltiples, primero active el atributo de Cortes múltiples, después seleccione el tipo de estrategia de la lista de Estategia múltiple.
Nuevo valor — Para cambiar el valor de un atributo de la lista, primero selecciónelo y a continuación introduzca el valor nuevo. Haga clic en el botón de Configurar para guardar los valores nuevos.
Opciones de salida — Haga clic en el botón para abrir el cuadro de diálogo de Opciones de salida.
% Modificación avance carga — Introduzca el porcentaje de la configuración del Avance que se va utilizar durante el movimiento de carga dentro del material. Por ejemplo, si el atributo de Avance es de 2000 MMPM y se asigna un valor a la % Modificación avance carga de 50, el avance del movimiento de carga inicial será de 1000 MMPM.
Desfase radial — Introduzca la distancia de desfase de la trayectoria en la dirección perpendicular al eje de herramienta. El valor por defecto es cero.
|
|
|

 Recortar sin desfase radial
Recortar sin desfase radial
 Recortar con desfases de 5 mm
Recortar con desfases de 5 mm
Retrac./carga — Haga clic en el botón para abrir el cuadro de diálogo de Retracción y carga.
Configurar — Haga clic en el botón de Configurar para guardar el Nuevo valor del atributo seleccionado.
Punto(s) inicial(es) — Modifique los puntos iniciales predeterminados de una trayectoria introduciendo el nombre de la curva que, cuando se proyecta, corta la trayectoria en el punto deseado. Es posible utilizar una curva con varios segmentos para configurar varios puntos iniciales en una trayectoria; se utilizan segmentos alternos para configurar los puntos iniciales.
Dist. rápida paso lateral — Se utiliza para determinar si es mejor utilizar movimientos de avance o rápidos entre trayectorias.
% Sobrecorte bloque
% Sobrecorte se aplica a tres tipos de figuras de fresado de superficie:
- trayectorias de espiral calificadas como salientes en la página del bloque
- figuras mecanizadas con técnicas de fresado de proyección sin curva de límite explícita
- algunas pasadas de desbaste de nivel Z.
En el caso de los salientes, el atributo únicamente repercute en la ejecución de trayectorias alrededor de los límites del bloque.
En otras figuras de fresado de superficie 3D, utilice el atributo de sobreespesor de corte descrita en la pestaña de Bloque. La opción de % Sobrecorte se aplica únicamente cuando la de Utilizar dimensiones de bloque está seleccionada en la pestaña de Bloque de la figura.
% Sobrecorte especifica qué porcentaje de la herramienta se aproxima o sobrepasa el límite del bloque.
Es posible asignarle un valor entre -100 y 100 con la siguiente lectura:
0 sitúa la línea central de la herramienta en la curva del bloque.
100 sobrecorta la zona un radio de herramienta.
-100 se para a un radio de herramienta de la curva del bloque.
Tol. en unión de superficies — Utilice esta configuración para introducir una tolerancia independiente con la que definir qué constituye un hueco entre superficies. En ocasiones, la tolerancia predeterminada es menor que el hueco entre las superficies, por lo que se crean dos segmentos de trayectoria. Para garantizar la continuidad de una trayectoria cuando pase por un hueco, configure una Tol. en unión de superficies mayor.
Potencia objetivo — La potencia ideal para la anchura/profundidad del corte y el avance en el tipo de material de bloque dado.
Tolerancia — Este atributo determina el grado de precisión con el que la trayectoria se ajusta a la superficie. Si la pieza parece tener facetas, asigne a la tolerancia valores más bajos.
Desactivar — Haga clic en este botón para restaurar el valor por defecto del atributo seleccionado.
% Suavizado arriba/abajo — En ocasiones, la trayectoria de eliminación de viruta tiene que ascender y descender para evitar las colisiones. El suavizado se produce con la tolerancia introducida aquí. Introduzca un porcentaje del diámetro de la herramienta.
Z final — Introduzca la distancia a lo largo del eje Z por debajo de la cual la operación no fresa.
Incremento Z — Introduzca la distancia que la herramienta desciende sobre el eje Z en cada pasada. Es útil si el paso vertical predeterminado está dejando material excedente en la pieza. Cuando el Paso entre pasadas está activado, este atributo no está disponible.
Z inicial — Introduzca la distancia a lo largo del eje Z donde se inicia la operación de fresado. Se puede utilizar para ahorrar tiempo si el material del bloque ya ha sido mecanizado en una operación anterior.