Piano rapido Z — Inserire la distanza minima di sicurezza in Z sopra alla parte.
Prima di eseguire un movimento rapido lontano da una feature, l'utensile ritrae all'impostazione Piano rapido Z per quella feature. Il movimento rapido alla feature successiva cambia in altezza Z, ovvero, cambia le coordinate Z, se la feature successiva ha un'impostazione Piano rapido Z diversa. In modo che quando arriva alla feature successiva è al Piano rapido Z per quella feature successiva.
Questo valore è relativo alla parte superiore del grezzo nel sistema coordinate utente attuale. Paragonare alla Distanza di sicurezza affondamento.
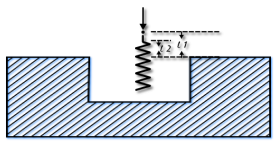
Distanza di sicurezza affondamento — Inserire la distanza di avanzamento dell'utensile sopra all'operazione.
Questa è indicata nel diagramma con L1.
Per la foratura profonda, l'utensile di foratura si ritrae di questa distanza tra incrementi. Per le feature di fresatura, il valore predefinito è usare lo stesso valore per sgrossatura e finitura. Come risultato, l'utensile avanza dalla parte superiore della feature al fondo prima di tagliare. Per far scendere l'utensile nella feature, impostare la Distanza di sicurezza affondamento per un'operazione su un valore negativo, ma assicurarsi che il valore sia al di sopra del fondo della feature.
Per entrare in rapido in profondità, si può usare una Distanza di sicurezza affondamento, o selezionare Affondamento relativo.
Sicurezza rampa in Z — Inserire la distanza al di sopra dell'operazione a cui inizia la rampa. Sicurezza rampa in Z è legato a Distanza di sicurezza affondamento.
Questo è indicato con L2 nel diagramma.
Tolleranza spline — Approssima il profilo con archi e linee se un profilo è definito come spline. Più piccolo il valore del parametro, più morbido il profilo. Questo attributo di lavorazione è usato in Feature Recognition per determinare se una superficie è un foro.
Elaborazione tolleranza — Inserire la tolleranza con cui sono creati i percorsi utensile. Ridurre il valore Elaborazione tolleranza per parti piccole per creare percorsi utensile più precisi.
Si deve anche sistemare il post-processor per elaborare più cifre. Per esempio, se si sistema la tolleranza del post da 0,001 a 0,0001, allora si deve sistemare il formato cifre nel post-processor in modo che venga usata la cifra decimale aggiuntiva nel codice NC. Riducendo la tolleranza del post si creano linee aggiuntive al codice NC, perciò si deve fare questo solo per macchine ad alta precisione che possono usare coordinate ad alta precisione, quando richiesto per un'applicazione.
Distanza di sicurezza Z 4/5 assi — Questa è la distanza di sicurezza sopra al cilindro.
Raccordo spigoli esterno — Inserire un raggio per arrotondare automaticamente gli spigoli acuti esterni della feature del raggio specificato. La forma della feature non cambia, ma i percorsi utensile vengono modificati per riflettere l'arrotondamento.
Minimo raggio spigolo — Inserire un raggio per arrotondare automaticamente gli spigoli interni della feature del raggio specificato. La forma della feature non cambia, ma i percorsi utensile vengono modificati per riflettere l'arrotondamento.
Minima distanza rapidi % — Inserire la distanza minima, come percentuale del diametro dell'utensile, che l'utensile può usare per muoversi in rapido. Movimenti più piccoli di questa distanza usano un movimento in avanzamento.
La distanza minima di rapido si applica alla fresatura 2.5D. Specificare il valore come percentuale del diametro dell'utensile.
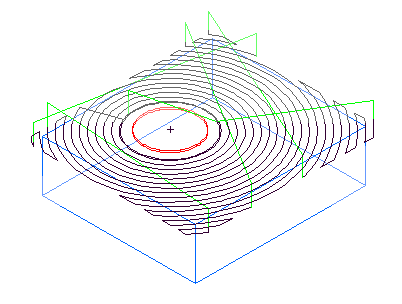
Questo esempio mostra una feature tagliata con un valore del 400%:
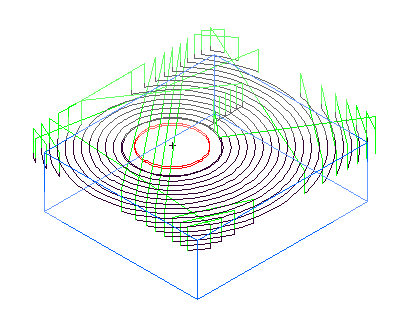
Questo è lo stesso esempio con Distanza di rapido min % impostata sul 10% e l'utensile esce e si muove in rapido tra passate.
Sicurezza posteriore — Usato quando si sta lavorando un Foro retrolamato, Sicurezza posteriore è la distanza dell'utensile di retrolamatura è dal fondo del Foro quando si sta tagliando la sezione barenatura.
Usa bordo base curve grezzo — In alcuni casi, il Parasolid kernel non elabora correttamente una curva del Grezzo. Se si hanno problemi nel provare a elaborare una curva del Grezzo da un file Parasolid, provare a selezionare questa opzione. Questa opzione è deselezionata come impostazione predefinita perché è più lenta.
Velocità % — È il fattore di scala per le velocità del mandrino create da FeatureCAM. Un valore minore di 100 riduce i tassi di velocità calcolati. Un valore maggiore di 100 aumenta i tassi.
Avanzamento % — È il fattore di scala per gli avanzamenti creati dal sistema. Un valore minore di 100 riduce i tassi di avanzamento calcolati. Un valore maggiore di 100 aumenta i tassi.
Avanzamento in affondamento % — La percentuale dell'attributo Avanzamento % da usare durante l'affondamento iniziale all'interno del materiale. Per esempio, se l'attributo Avanzamento % è 2000 MMPM e si imposta l'Avanzamento in affondamento % su 50, l'avanzamento risultante per l'affondamento iniziale è 1000 MMPM. Vedere anche Avanzamento primo affondamento %.
Avanzamento primo affondamento — Si può specificare un avanzamento più lento per il primo movimento in affondamento (l'approccio iniziale al grezzo) che per i successivi movimenti in affondamento Z in profondità. Questa è la percentuale dell'Avanzamento in affondamento %.
Unità avanzamento — Questo cambia le unità predefinite di avanzamento. Selezionare le unità che si vuole siano le unità di avanzamento globali di FeatureCAM nel menu Avanzamento:
|
Usa IPM (pollici per minuto) Usa IPR (pollici per rivoluzione) Usa IPT (pollici per dente) |
Usa MMPM (mm per minuto) MM/G (mm per rivoluzione) Usa MMPT (mm per dente) |
Questa impostazione globale è riflessa sulla pagina Avanzamento/Velocità del wizard Nuova feature e la scheda A/V della finestra di dialogo Proprietà della feature.
Usa unità di avanzamento predefinite nella Lista operazioni — Quando l'opzione è selezionata, vengono utilizzate le unità di avanzamento predefinite nella lista operazioni.
Unità velocità — Selezionare le unità che si vuole impostare come unità di velocità di default in FeatureCAM.
Usa unità di velocità predefinite nella Lista operazioni — Quando l'opzione è selezionata, vengono utilizzate le unità di velocità predefinite nella lista operazioni.
Avanzamento affondamento proporzionale
Se è selezionato Avanzamento affondamento proporzionale, l'avanzamento del movimento a rampa è scalato in base a Angolo rampa massimo. Inserire l'angolo massimo, in gradi, per la rampa in profondità. Si applica alla rampa elicoidale o zigzag. Impostare questo valore su 0 per eseguire un taglio in affondamento. Un Angolo rampa di 1 imposta l'avanzamento dei movimenti di affondamento fino a circa l'avanzamento di fresatura. Un angolo di 90 imposta l'avanzamento dei movimenti di affondamento al valore determinato da Sostituzione avanzamento in affondamento %.
imposta l'avanzamento dei movimenti di affondamento fino a circa l'avanzamento di fresatura. Un angolo di 90 imposta l'avanzamento dei movimenti di affondamento al valore determinato da Sostituzione avanzamento in affondamento %.
Se non è selezionato Avanzamento affondamento proporzionale, allora l'avanzamento dei movimenti di affondamento è determinato da Avanzamento in affondamento % a prescindere dall'angolo rampa.
Finestra di dialogo Avanzamento periferico.