Menu posizione 5 assi — Esiste spesso un'opzione orientamento alternativo per accedere a una faccia. Selezionare tra:
- Standard — L'orientamento predefinito.
- Alternato — L'orientamento alternativo a quello predefinito.
- Utilizza preferenze post — Usare la posizione (Positiva o Negativa) impostata in XBUILD nella finestra di dialogo 5 Assi per l'opzione Orientamento preferito dell'asse primario di rotazione.
- Usa limiti asse — Consente di utilizzare i limiti FeatureCAM per selezionare l'orientamento più adatto all'interno dei limiti asse impostati nel file MD.
Angolo finale/iniziale — Questo è un attributo numerico solo per le operazioni radiali.
Punto centrale — Il centro del pattern radiale viene calcolato automaticamente a meno che non si imposti un Punto centrale. Questo punto viene proiettato verso il basso della superficie per diventare il centro della ripetizione radiale.
Sovrametallo superfici limite — Inserire la distanza minima che si vuole lasciare intorno alla(e) superficie(i) limite. Se è lasciato in bianco per una passata di sgrossatura, viene usato il valore Sovrametallo finitura. Se lasciato in bianco per una passata di finitura, viene usato il valore Sovrametallo. Si può inserire un valore positivo o negativo. Impostare Superfici limite sulla scheda Dimensioni.
Controlla sovrametallo assiale — Inserire la quantità di materiale assiale (Z) da lasciare sulla superficie di controllo. Se si inserisce un valore per Controllo sovrametallo assiale, il valore per Controllo sovrametallo viene applicato solo alle superfici di controllo radiali (XY). Se si lascia il campo Controlla sovrametallo assiale in bianco, il valore per Sovrametallo superfici limite viene applicato alle superfici assiale e radiale. Si può inserire un valore positivo o negativo.
Direzione — Fare clic su questo pulsante per aprire la finestra di dialogo Direzione di taglio.
Distanza sicurezza pinza — Spezza il percorso utensile dove la pinza o il gambo collidono con la superficie della parte o con la superficie di controllo. Selezionare Distanza sicurezza pinza sulla scheda della Strategia della feature per attivarla. Quando questa opzione è attiva, vengono visualizzate queste opzioni:
- Distanza sicurezza pinza — Inserire la distanza di sicurezza per la pinza utensile. Il percorso utensile è attaccato quando la pinza utensile si muove all'interno di questa distanza della superficie della parte o della superficie limite.
- Distanza sicurezza gambo — Inserire la distanza di sicurezza per il gambo utensile. Il percorso utensile è attaccato quando il gambo dell'utensile si muove all'interno di questa distanza della superficie della parte o della superficie limite.
Coordinata index X — A scelta inserire la coordinata assoluta X da usare per l'indice di ritrazione del movimento.
Coordinata Index Y — A scelta inserire la coordinata assoluta Y da usare per l'indice di retrazione del movimento.
Coordinata Index Z — A scelta inserire la coordinata Z da usare per l'indice di retrazione del movimento.
Se non si inserisce nessuna coordinata, viene usato per l'indice di retrazione del movimento il valore Sic. Z 4/5 assi. Sicurezza Z 4/5 assi è la distanza di retrazione sopra al cilindro. Questo può risultare in un valore Z per l'indicizzazione che è al di fuori dell'intervallo valido per la macchina. Può anche risultare in movimenti di retrazione meno efficienti se la parte ha una forma irregolare.
Angolo di orientamento — Inserire la posizione iniziale asse C della parte nella macchina all'inizio dell'operazione.
Sovrametallo finitura — Inserire la quantità di materiale da lasciare dopo una passata di finitura. Si può inserire un valore positivo o negativo. Si può inserire un numero negativo, fino al valore negativo del raggio dell'utensile, per permettere la riduzione del volume o lo spazio della scintilla, e la parte è lavorata in superfici, del valore negativo specificato. Se non viene impostato alcun valore, il Sovrametallo è come impostazione predefinita uguale a 0.
Lascia sovrametallo assiale — Inserire la quantità di materiale assiale (Z) da lasciare su una feature dopo la passata di finitura. Se si inserisce un valore per Lascia sovrametallo assiale viene applicato il Sovrametallo solo al materiale radiale (XY). Se non si inserisce un valore per Lascia sovrametallo assiale, il valore per Sovrametallo viene applicato al materiale assiale e radiale. Si può inserire un valore positivo o negativo.
Minima distanza rapidi % — Inserire la distanza minima, come percentuale del diametro dell'utensile, che l'utensile può usare per muoversi in rapido. Movimenti più piccoli di questa distanza usano un movimento in avanzamento.
La distanza minima di rapido si applica alla fresatura 2.5D. Specificare il valore come percentuale del diametro dell'utensile.
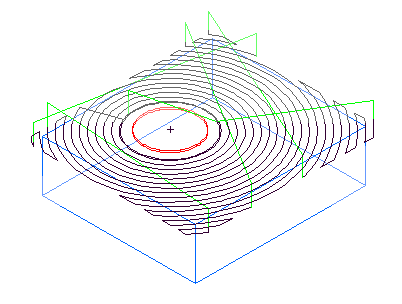
Questo esempio mostra una feature tagliata con un valore del 400%:
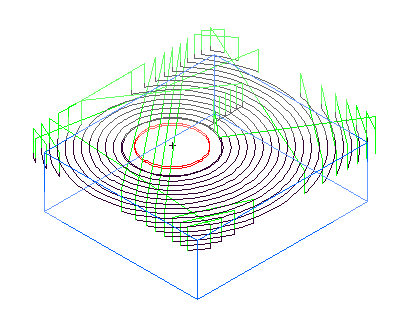
Questo è lo stesso esempio con Distanza di rapido min % impostata sul 10% e l'utensile esce e si muove in rapido tra passate.
Nuovo valore — Per cambiare il valore di un attributo nell'elenco, prima selezionarlo, poi inserire il nuovo valore. Fare clic sul pulsante Imposta per salvare il nuovo valore.
Opzioni output — Fare clic su questo pulsante per aprire la finestra di dialogo Opzioni output.
Sostituzione avanzamento in affondamento % — Inserire la percentuale dell'impostazione Avanzamento da usare durante l'affondamento nel materiale. Per esempio, se l'attributo Avanzamento è 2000 MMPM e si imposta l'Avanzamento in affondamento % su 50, l'avanzamento risultante per l'affondamento iniziale è 1000 MMPM.
Resetta tutto — Fare clic su questo pulsante per resettare tutti gli attributi sulla scheda ai loro valori predefiniti.
Uscita/Affondamento — Fare clic su questo pulsante per aprire la finestra di dialogo Uscita e affondamento.
Imposta — Si deve fare clic sul pulsante Imposta per salvare un Nuovo valore per l'attributo selezionato.
Ottimizzazioni della potenza — Inserire la potenza [in cavalli] ideale per la larghezza/profondità di taglio specificate e l'avanzamento sul tipo di materiale del grezzo specificato.
Tolleranza — Questo attributo gestisce la precisione con cui il percorso utensile segue la superficie. Se la parte appare sfaccettata, impostare la tolleranza su un valore più basso.
Disattiva — Fare clic su questo pulsante per ripristinare il valore dell'attributo selezionato al suo valore predefinito.
Z di fine — Inserire la distanza lungo l'asse Z al di sotto della quale l'operazione non fresa.
Z di inizio — Inserire la distanza lungo l'asse Z dove inizia l'operazione di fresatura. Si può usare questa opzione per risparmiare tempo se il materiale grezzo è già stato lavorato in un'operazione precedente.