Você pode utilizar a guia Fresamento do diálogo Propriedades da Figura de Fresamento para editar os atributos de Fresamento para uma Operação.
Atributos Gerais
Sobremetal verificação — Insira a mínima distância que você deseja deixar em torno das superfícies de controle. Se deixado em branco, o FeatureCAM utiliza o valor de Sobremetal de acabamento.
Comp. fresa — Selecione essa opção para habilitar Compensação de fresa para a operação.
Raio canto mín. — Insira um raio para arredondar automaticamente os cantos internos de uma figura pelo raio especificado. A forma da figura não se altera, mas os percursos são modificados para refletir o arredondamento.
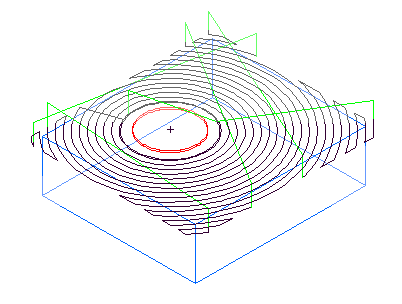
% Mínima dist. rápida — Insira a distância mínima, como uma porcentagem do diâmetro da ferramenta, ao longo da qual a ferramenta pode utilizar um movimento rápido. Movimentos menores que essa distância utilizam um movimento de avanço.
Distância rápida mínima aplica-se a fresamento 2.5D. Especifique o valor como uma porcentagem do diâmetro da ferramenta.
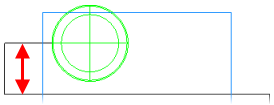
Este exemplo mostra uma figura cortada com um valor de 400%:
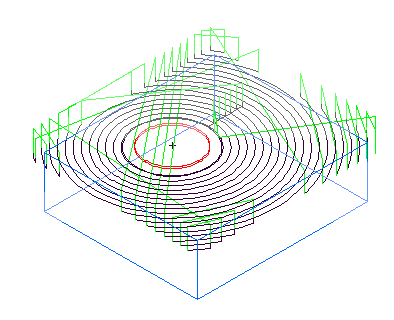
Este é o mesmo exemplo com Mínima dist. rápida configurada como 10% e a ferramenta retrai e avança rápido entre passos.
Dist. rápida de passo lat. — Essa opção controla quando retrair e mergulhar em passos laterais de Postiço para percursos NT. Insira uma distância absoluta.
Potência alvo — Insira a potência alvo ideal para a largura/profundidade de corte e avanço no tipo de bloco material especificado.
Profund. pass. — Insira um valor para adicionar profundidade extra à figura. Todas as operações na figura são atualizadas para apresentar o mesmo valor para esse atributo. Aplica-se a figuras de Ranhura, Furo Escalonado, Canal, Lateral e Chanfro.
Material ttl — Insira uma distância de offset em torno de uma figura de perfil a ser utilizada em vez da fronteira do bloco para a operação atual. Isso se aplica a operações de desbaste e acabamento onde Acab. base está habilitado.
Diâmetro de pré-furação — Insira o diâmetro para pré-furação. Certifique-se de que o diâmetro seja grande o suficiente para permitir que a ferramenta de fresamento entre no bloco.
Atributos de Desbaste
Esses atributos estão disponíveis na guia Fresamento quando você seleciona Passo Desbaste no diagrama.
S-metal acab. inferior — Insira a quantidade de material a ser deixado na base de uma figura após o passo de desbaste. Isso somente está disponível quando Acab. base está selecionado na guia Estratégia.
Passos de remoção — Utilizado com Tipo passo lat. Zigzag; insira o número de passos de remoção a serem usinados.
Diálogo Canto Espiral
S-metal de acab. — Insira a quantidade de material a ser deixado numa figura após o passo de Desbaste. Você pode inserir um valor positivo ou um valor negativo.
% Sobrecarga máx ferr HSM — Quando a ferramenta se aproxima de sobrecarga, um caminho trocoidal é inserido para evitar a sobrecarga. Insira a sobrecarga máxima permitida como uma porcentagem do passo lateral existente. Por exemplo, se você configurar % Sobrecarga máx ferr HSM como 10, movimentos trocoidais começam quando uma condição de sobrecarga de 10% é excedida. Esse atributo aciona usinagem trocoidal para percursos Espiral NT e Espiral Contínua NT.
% Canto perfil HSM — Insira o valor como uma porcentagem do diâmetro da ferramenta. Isso habilita ajuste de arco de perfis para evitar alterações acentuadas de direção em percursos internos. Esse atributo se aplica a percursos Espiral NT, Espiral Contínua NT, Zigzag NT e Vortex.
% Sobremetal suavização HSM — Insira o sobremetal de suavização como uma porcentagem do passo lateral existente, para substituir o offset padrão por um mais suave que pode alcançar avanços maiores. A porcentagem define o desvio máximo do passo lateral existente. Por exemplo, se você configurar % Sobremetal suavização HSM como 40, e o passo lateral existente for 10 mm, o desvio máximo do offset original para o suavizado é de 4 mm.
As vantagens são que continuidade de curvatura (não apenas continuidade de tangência) é mantida para evitar mudanças bruscas de força numa máquina ferramenta causadas por curvas acentuadas num percurso. Esse atributo se aplica a percursos Espiral NT e Espiral Contínua NT.
Diâmetros múlt. desbaste — Insira uma lista de diâmetros de ferramenta de desbaste separados por vírgula, para habilitar passos múltiplos de desbaste.
Incremento Z de passo de desbaste — Define a profundidade de corte para o passo de desbaste. Insira um incremento de passo para cada passo executado pela rotina de desbaste na peça. Você pode definir a profundidade de corte em vários lugares.
Opções de Modelo Usinado — Clique nesse botão para exibir o diálogo Config. de Modelo Usinado. Esse botão está disponível quando você estiver utilizando um modelo usinado com um percurso NT para uma operação de desbaste.
% Canto do percurso — Para arredondar cantos vivos, insira uma porcentagem do diâmetro da ferramenta. Arredondar os cantos vivos dos percursos proporciona uma velocidade de ferramenta mais constante e reduz a carga de ferramenta. Insira um raio de percurso maior que o raio da ferramenta para minimizar a porcentagem da ferramenta que entra em contato com a peça. Isso proporciona refrigeração suficiente e evita aumentos acentuados na carga da ferramenta conforme a ferramenta acessa os cantos.
Corte trocoidal — Habilite essa opção para utilizar um corte trocoidal num Canal Simples. Selecione a direção dos trocóides para um corte trocoidal, entre Hor (horário) e AntiHor (anti-horário).
Passo lat. trocoidal — Insira a quantidade de passo lateral entre círculos adjacentes num percurso de Corte trocoidal.
Espaçam. mín de pto Vortex — Insira o espaçamento de ponto mínimo em que a máquina ferramenta pode mover-se no avanço especificado. Se a máquina ferramenta tiver pontos em excesso para processar, não pode sustentar o avanço especificado.
Raio mín Vortex — Insira o raio mínimo dos trocóides internos. Percursos Vortex utilizam movimentos trocoidais para manter um avanço constante. Avanços maiores exigem um raio mínimo maior. Se você não substituir esse valor, um valor padrão adequado para uma máquina ferramenta típica no avanço especificado para a operação é utilizado.
Distância Vortex de elevação Z — Insira uma distância Z para elevar a ferramenta durante movimentos trocoidais para evitar contato entre a ferramenta e a superfície.
Atributos de Acabamento
Esses atributos estão disponíveis na guia Fresamento quando você seleciona uma operação de Acabamento no diagrama.
Sobremetal excesso inf. — Insira a quantidade de material a ser deixado na base da figura após o passo de Acabamento. Você pode inserir um valor positivo ou um valor negativo.
Sobremetal de semi-acab. inf — É a quantidade de material a ser deixado na base de uma figura fresada após a operação de semi-acabamento. Somente se aplica se os atributos Semi-Acab. e Acab. base estiverem selecionados na guia Estratégia de uma figura de fresamento. O atributo S-metal de acab controla o sobremetal nas paredes de uma figura. Você pode inserir um valor positivo ou um valor negativo.
S-metal de acab — Parâmetro de face para a quantidade de material a ser deixado após o passo de desbaste. Você pode inserir um valor positivo ou um valor negativo.
Sobrep. de acab — Aplica-se a figuras definidas por perfis fechados e é a distância que a ferramenta sobrepõe seu ponto inicial no passo de acabamento. Insira a distância absoluta.
Incremento Z de passo de acab. — Por padrão, uma figura de fresamento sofre acabamento com um único passo ao longo da parede da figura.
Insira um número positivo para o Incremento Z de passo de acabamento para executar acabamento da figura com uma série de passos verticais. Cada passo apresenta como profundidade o valor inserido.
Passos de acab. — Insira o número de passos de acabamento duplicados a serem realizados. Caso deseje compensar para deflexão da ferramenta, configure Passos de acab. como maior que 1.
% Sobrecarga máx ferr HSM — Esse atributo causa usinagem trocoidal para percursos Espiral NT e Espiral Contínua NT. Quando a ferramenta se aproxima de sobrecarga, um caminho trocoidal é inserido para evitar a sobrecarga.
% Canto perfil HSM — Esse atributo se aplica a percursos Espiral NT, Espiral Contínua NT, e Zigzag NT. Selecione para permitir ajuste de arco em perfis para evitar alterações acentuadas de direção em cantos internos.
% Sobremetal suavização HSM — Esse atributo se aplica a percursos Espiral NT e Espiral Contínua NT. Selecione essa opção para substituir o offset padrão por um mais suave que pode alcançar avanços maiores.
- Cantos arredondados substituem cantos vivos.
- Mudanças em passo lateral de uma distância fixa para uma distância variável. A porcentagem define o desvio máximo do passo lateral especificado. A porcentagem máxima é 40% do passo lateral. Assim, com um passo lateral de 10 mm, o desvio máximo do offset original ao suavizado é 4 mm.
- Mantém continuidade de curvatura (não apenas continuidade de tangência) para evitar mudanças bruscas de força numa máquina ferramenta causadas por curvas acentuadas num percurso.
Dist mín rampa — Esse atributo se aplica à operação de Acabamento. Insira a distância horizontal mínima para rampa. Se a distância de rampa horizontal calculada for menor que isso, a ferramenta mergulha em vez de executar rampa.
Rampa padrão para passos de acabamento fresado
Diâ. de rampa — Configura uma porcentagem do diâmetro da ferramenta para criar um movimento de ferramenta que se aproxima do bloco ao longo de uma curva no passo de acabamento. A ferramenta se move em arco somente dentro da distância definida no sobremetal do passo de acabamento, de forma que o efeito de rampa é pequeno.
Sobremetal excesso lateral — Insira a quantidade de material a ser deixado nas paredes da figura após o passo de Acabamento. Você pode inserir um valor positivo ou um valor negativo.
Atributos de Faceamento
% Sobrecorte último passo — Esse atributo se aplica a uma figura de Face. Insira a distância, como uma porcentagem do raio da ferramenta, pela qual a ferramenta é movida além da fronteira do bloco perpendicular ao corte, na direção Y (a menos que você tenha alterado o Âng. zigzag). O valor padrão é 20% do raio da ferramenta.
% Sobrecorte lateral — Insira a distância, como uma porcentagem do raio da ferramenta, que a ferramenta corta além da fronteira do bloco na direção do corte, no eixo X (a menos que você tenha alterado o Âng. zigzag). O valor padrão é 100% do raio da ferramenta.
% Passo lat. — Insira a largura de corte como uma porcentagem do diâmetro da ferramenta. O valor padrão é 85%.
Incremento Z é a profundidade de cada corte da operação de faceamento.
Âng. zigzag — Insira o ângulo em graus (anti-horário a partir de X) que você deseja utilizar para cortar a figura de Face.
|
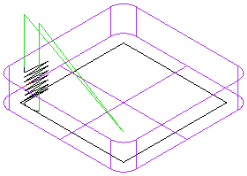
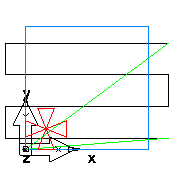
Um exemplo de uma figura de face com Âng. zigzag configurado com o valor padrão de 0 grau:
|
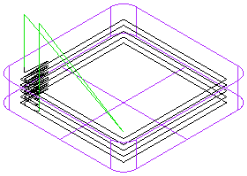
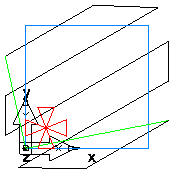
O mesmo exemplo com Âng. zigzag configurado como 30 graus:
|
Atributos de Fresamento de Rosca
Os seguintes atributos estão disponíveis na guia Fresamento para figuras de fresamento de rosca.
% Sobrep av. p/ profund. — Insira a porcentagem da configuração de Avanço a ser utilizada ao avançar para a profundidade.
Dist. linear de rampa — Insira o comprimento do movimento de aproximação linear para uma figura de Rosca.
% Diâ. de rampa — Esse atributo controla o diâmetro do arco ao longo do qual a ferramenta executa entrada e saída em rampa na figura de Fresamento de Rosca. Insira uma porcentagem do diâmetro da ferramenta.
Offset âng. rampa — Esse ângulo controla os pontos inicial e final dos movimentos de rampa de uma figura de Fresamento de Rosca. A ferramenta começa em rampa ao longo do arco de raio % Diâ. de rampa utilizando o Offset âng. rampa para determinar o ponto inicial do movimento de rampa. Se positivo, o arco é em sentido anti-horário.
Âng inicial — Medido em sentido anti-horário, o Âng inicial determina o ponto inicial da rosca.
Roscas iniciais — Insira um valor maior que 1 para várias roscas iniciais.
Âng. aprox. cone — Para roscas cônicas, o percurso aumenta em diâmetro enquanto segue em Z. Esses movimentos são aproximados com arcos 3D. O Âng. aprox. cone é o ângulo em torno da rosca que é aproximado por um único arco. 360 precisa ser dividido igualmente pelo Âng. aprox. cone. Por exemplo, se configurado como 90, uma única revolução da ferramenta é dividida em quatro arcos.
Passante — Selecione Passante para aumentar o comprimento do furo por 10% do diâmetro do furo para considerar a ponta da broca e evitar rebarba. Se Passante não estiver selecionado, os percursos são gerados para assegurar que a ferramenta não atravesse o final da rosca.
Dente fora — Insira o número de dentes que estão acima (se o avanço for em Z negativo) ou abaixo (se o avanço for em Z positivo) da figura de fresa rosca para o primeiro passo.
|
|
|
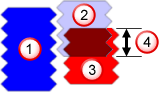
 Figura de rosca
Figura de rosca
 Revolução da ferramenta 1
Revolução da ferramenta 1
 Revolução da ferramenta 2
Revolução da ferramenta 2
 Sobreposição de dente
Sobreposição de dente
% Sobreposição de avanço de entrada em rampa — Insira a porcentagem da configuração de Avanço a ser utilizada ao acessar uma figura em rampa.
% Sobreposição de avanço de saída em rampa — Insira a porcentagem da configuração de Avanço a ser utilizada ao sair de uma figura em rampa.
Raio wind fan — Insira o raio a ser utilizado para a forma wind fan. Aumentar o Raio wind fan afasta o ponto inicial do percurso da fronteira da figura.
Âng wind fan — Insira o ângulo a ser utilizado para a forma wind fan. O ângulo wind fan é uma combinação dos ângulos dos arcos de entrada e saída.
Atributos de chanfro, âng. saída e raio inferior
Passos de manufatura para figuras fresadas com regiões de raio inferior ou seções transversais.
Altura de crista desb. plano — Para uma figura com afunilamento ou raio inferior, insira a máxima altura permitida de qualquer crista deixada após o passo de Desbaste plano.
Altura de crista desb. radial — Para uma figura com afunilamento ou raio inferior, insira a máxima altura permitida de qualquer crista deixada após o passo de Desbaste radial.
Altura de crista ferr. de raio — Se você estiver utilizando uma ferramenta de ponta esférica para o acabamento de uma figura com um raio inferior ou parede afunilada, insira a máxima altura permitida de qualquer crista deixada após o Passo de acabamento.
Atributos de fresamento multi-eixos
Figuras de furação e fresamento multi-eixos apresentam os seguintes atributos.
Coord X índice — Opcionalmente insira a coordenada X absoluta usada para o movimento de retração de indexação.
Coord Y índice — Opcionalmente insira a coordenada Y absoluta usada para o movimento de retração de indexação.
Coord Z índice — Opcionalmente insira a coordenada Z absoluta usada para o movimento de retração de indexação.
Se você não inserir uma coordenada, o valor Folga indexação Z para o movimento de retração de indexação é utilizado. Folga indexação Z é uma distância de folga acima do cilindro limitante do bloco. Isso pode resultar num valor Z para indexação que se encontra fora do intervalo válido para a máquina. Também pode resultar em movimentos de retração menos eficientes se a peça apresentar uma forma irregular.
Âng. orientação — Insira a posição eixo-C inicial da peça na máquina no início da operação.