在“NC 程序”对话框的底部,您可以显示和更改 NC 程序中每条刀具路径的设置。要显示刀具路径的设置,请从“刀具路径”列表中选择刀具路径。
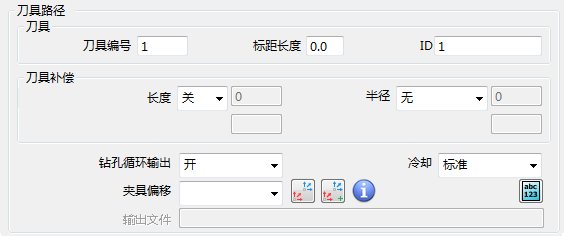
刀具编号 - 输入刀具路径使用的刀具编号。默认情况下,这与“刀具”对话框中刀尖选项卡上的“刀具编号”相同。这会添加到切削文件中。
标距长度 - 输入标距长度。默认情况下,这与“刀具”对话框中夹持选项卡上的“标距长度”相同。该值是当将刀具部件安装在机床中时从主轴伸出的刀具部件总长度(从刀尖到夹持顶部的长度)。
ID - 输入刀具的名称。默认情况下,这与“刀具”对话框中切削数据选项卡上的“刀具 ID”相同,并且会添加到切削文件中。如果将刀具输出到刀具数据库,则会输出“刀具 ID”,而不输出“名称”(在“刀具”对话框的“刀尖”选项卡上)。默认情况下,“刀具 ID”与“名称”相同。这会添加到切削文件中。
刀具补偿 - 对于除 Heidenhain 以外的大多数控制,您需要将用于长度和半径补偿的实际值输入机床中。要这样做,请将这些值输入在 NC 程序中按编号访问的寄存器。
例如,假设您需要第一条刀具路径中的刀具半径偏移 0.2,第二条刀具路径中的刀具半径偏移 0.4,并将第一条刀具路径中的半径偏移数设为 31,将第二条刀具路径中的半径偏移数设为 32,则 NC 程序文件在第一条刀具路径中包含代码 G41…D31,在第二条刀具路径中包含代码 G41…D32。然后,在寄存器 31 中键入 0.2,在寄存器 32 中键入 0.4,值 0.2 和 0.4 将分别用于第一和第二条刀具路径。
大多数用户会对长度偏移数、半径偏移数和刀具编号使用相同的数字。例如,可能会在同一刀具路径中看到 T5、H5 和 D5。或者,半径偏移数可能与刀具编号具有固定的连接。例如,如果刀具编号为 5,则半径偏移数为 35;如果刀具编号为 7,则偏移数为 37。这样便于后处理器处理。
然而,有时无法做到这一点,所以 PowerMill 会在真正有需要时更改数字,但默认数字通常是正确的,而且仅当使用长度或半径补偿时才会使用这些数字。
长度 - 在机床控制器上选择刀具长度补偿类型。PowerMill 中使用的刀具长度保持不变。
- 关 - 选择此项时,值“0”将显示在文件中。
- 开 - 选择此项时,默认值为刀具条目长度。
补偿长度 - 输入刀具长度(默认情况下是刀具条目长度)。这可让您更改 NC 刀具路径中的刀具长度。
长度偏移数 - 输入用在机床控制器上的偏移注册编号,以存储长度偏移值。此编号通常与刀具编号相同,而且在默认编号不正确时非常有用。
半径 - 在机床控制器上选择刀具半径补偿类型。PowerMill 中使用的刀具半径保持不变。通过它可以根据特定偏移寄存器中存储的量在机床控制器上偏移刀具路径。
- 无 - 选择此项时,没有刀具半径补偿。
- 2D - 选择此项时,使用发出左侧代码的 2D 刀具补偿。
- 左侧 - 选择此项时,通过在需要补偿的刀具移动开始处发出 G41 命令来添加刀具补偿。
- 右侧 - 选择此项时,通过在需要补偿的刀具移动开始处发出 G42 命令来添加刀具补偿。
- 3D - 选择此项时,写入接触点法线矢量以用于 3D 刀具补偿。当机床执行 3D 刀具补偿以及 PowerMill 在刀位文件中输出 i,j,k 矢量时,此项非常重要。要启用 3D 刀具补偿,请单击“刀具路径编辑”选项卡 >“编辑”面板 >“点分布”,然后在点分布对话框上,选择“接触点法线”。
要在所有刀具路径上启用 3D 刀具补偿,请在列表中选择所有刀具路径,然后为“半径”选择“3D”,并在“点分布”对话框中选择“接触点法线”选项。
现在,不能再将法线和左侧/右侧代码写入同一刀具路径中。您必须调整任何含有刀具补偿左侧/右侧代码和法线的选项文件。
补偿半径 - 输入刀具半径(默认情况下是刀具条目半径)。这可让您更改 NC 刀具路径中的刀具半径。
半径偏移数 - 输入用在机床上的偏移注册编号,以存储半径偏移值。此编号通常与刀具编号相同,而且在默认编号不正确时非常有用。
钻孔循环输出列表 - 选择“是”以将钻孔循环另存为固定循环。
冷却 - 选择冷却选项以应用于已选刀具路径。
- 无 - 选择此项时,没有冷却输出。
- 标准 - 选择此项时,冷却开启。
- 液体 - 选择此项时,冷却类型变为液体。
- 雾状 - 选择此项时,冷却类型变为雾状。
- 水冷 - 选择此项时,冷却类型变为水冷。
- 吹气 - 选择此项时,冷却类型变为吹气。
- 通过 - 选择此项时,冷却类型变为通过主轴。
- 双冷 - 选择此项时,将启用双冷却规范。
PowerMill 将在刀具路径末端关闭冷却。
可以在几个不同的位置应用冷却。有关详细信息,请参见“冷却及其如何更新/流动”。
夹具偏移列表 - 选择夹具偏移以应用于已选刀具路径。要创建或编辑夹具偏移,请单击  。
。
 设置的夹具偏移 - 单击此项可显示“NC 程序中的设置”对话框。使用此对话框,您可以将夹具偏移应用于 NC 程序中的设置。
设置的夹具偏移 - 单击此项可显示“NC 程序中的设置”对话框。使用此对话框,您可以将夹具偏移应用于 NC 程序中的设置。
夹具偏移 - 单击此项可显示“NC 程序的夹具偏移”对话框。使用此对话框,您可以创建和编辑夹具偏移。
 添加命令 - 单击此按钮可显示“NC 程序命令/注释”对话框。此对话框可让您指定插入 NC 程序的命令和注释。
添加命令 - 单击此按钮可显示“NC 程序命令/注释”对话框。此对话框可让您指定插入 NC 程序的命令和注释。
输出文件 - 指定输出文件的命名约定。您可以在文件名中输入变量,系统会在您写入 NC 程序时对其进行解析。