Para vários percursos, você pode especificar usinagem concordante ou discordante como a direção de corte da ferramenta.
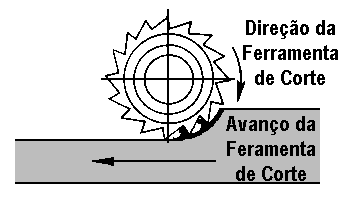
Usinagem concordante
Em usinagem concordante, os dentes da ferramenta encontram o bloco de material na parte de cima do corte, na porção mais grossa do cavaco. Isso proporciona engrenamento instantâneo da ferramenta com o bloco, fornecendo um cavaco de espessura definida no início do corte. Usinagem concordante não causa a ação abrasiva provocada por usinagem discordante. Também permite remoção gradual da ferramenta, de forma que marcas de parada são em grande parte eliminadas. Usinagem concordante geralmente proporciona um melhor acabamento, permite maiores avanços da ferramenta e prolonga sua vida útil.
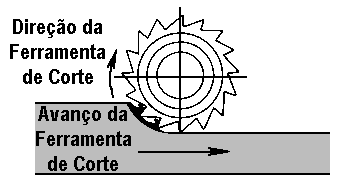
Usinagem discordante
Em usinagem discordante, os dentes da ferramenta acessam o bloco de material na parte de baixo do corte. Os dentes da ferramenta deslizam sobre a superfície até que pressão suficiente seja criada para cortar o material. Essa ação de deslizar sobre pressão tende a causar fricção na aresta da ferramenta, o que resulta em perda no fio de corte. Além disso, a ação de corte tende a elevar o bloco de material, fixação e mesa das suas posições.
Consulte também
- Painel Perfilagem — Ferramenta de Perfilagem
- Painel Entalhe Bisel — Ferramenta de Perfilagem
- Assistente de Incruste — Profundidade de corte
- Painel Redondo Elevado — Opções
- Criando uma figura positiva
- Criando uma figura negativa
- Criando uma figura gravada de linha de centro
- Painel Desbaste Nível Z — Estratégia
- Painel Corte 3D — Profundidade de corte