O diálogo Programa NC está disponível:
- Selecionando guia Programa NC > painel Criar > Criar.
- Clicando na guia Programa NC > painel Editar > Configurações.
- Selecionando Configurações num menu individual de Programa NC.
- Selecionando Criar Programa NC no menu Programas NC.
Esse diálogo contém o seguinte:
A porção superior do diálogo contém informações relacionadas ao programa NC como um todo.
Nome — Exibe o nome do programa NC como aparece no Explorer. Se necessário, insira um novo nome para o programa NC.
 Opções — Clique para exibir a página Programas NC > Saída do diálogo Opções. Para maiores informações, consulte Opções > Programa NC.
Opções — Clique para exibir a página Programas NC > Saída do diálogo Opções. Para maiores informações, consulte Opções > Programa NC.
Arquivo de Saída — Insira o nome e diretório do arquivo de saída utilizado ao escrever todos os percursos de um programa NC num arquivo. As mesmas variáveis estão disponíveis para Nome Raiz, exceto %[counter] e %[toolpath]. Selecione  para escolher um arquivo de saída.
para escolher um arquivo de saída.
Essa opção somente está disponível se você tiver selecionado Escrever Arquivo Para Cada Percurso na página Programas NC > Saída no diálogo Opções.
Arquivo de Opção de Máquina — O campo exibe o caminho do arquivo de opção da máquina ferramenta selecionada (por exemplo, Fanuc11m). Quando <Da Máquina Ferramenta> é exibido, o PowerMill utiliza o arquivo de opção associado à máquina ferramenta. Clique em para exibir a caixa de diálogo Selecionar Arquivo de Opção e procurar por um arquivo de opção da máquina.
Vários arquivos de opção de máquina estão disponíveis no seguinte local: C:\Users\Public\Documents\Autodesk\Manufacturing Post Processor Utility\Generic\.
 Opções de captura — Clique para exibir a caixa de diálogo Opções de Captura do Programa NC, onde é possível especificar configurações de exportação CAD e substituição de coordenadas de apalpador.
Opções de captura — Clique para exibir a caixa de diálogo Opções de Captura do Programa NC, onde é possível especificar configurações de exportação CAD e substituição de coordenadas de apalpador.
Máquina Ferramenta — Selecione a máquina ferramenta que será utilizada para usinar a peça. O PowerMill salva a seleção e utiliza a máquina ferramenta especificada ao simular a máquina ferramenta.
Local do modelo — Selecione o plano de trabalho que posiciona o modelo corretamente na máquina ferramenta. Isso é útil para propósitos de simulação. O plano de trabalho deve apresentar a mesma orientação que o plano de trabalho de saída. O PowerMill salva a seleção e utiliza o plano de trabalho de posição do modelo especificado ao simular o programa NC.
Se você não selecionar uma máquina ferramenta, o PowerMill utiliza a máquina ativa para simular o programa NC.
Para simular o programa NC com uma posição do modelo ou máquina ferramenta diferente como teste, na guia Máquina Ferramenta, selecione uma posição do modelo ou máquina ferramenta diferente, e no Explorer clique com o botão direito no programa NC e clique em Simular do Início. Essas alterações não modificam as configurações no diálogo Programa NC.
Plano de trabalho de saída — Selecione qual plano de trabalho no projeto do PowerMill alinha-se com o sistema de coordenadas da máquina ferramenta. Selecionar um plano de trabalho especifica a orientação da peça com relação à máquina ferramenta. Se nenhum plano de trabalho de saída for selecionado, ou deduzido a partir da seleção no diálogo Preferências NC, o PowerMill utiliza o plano de trabalho de saída do primeiro Percurso no programa NC. Caso o plano de trabalho de saída do programa NC seja diferente do plano de trabalho de saída do primeiro percurso no programa NC, o PowerMill emite um aviso. Os planos de trabalho de saída especificados no programa NC, preferências NC, ou diálogos de estratégia não precisam ser os mesmos (assim como número de ferramenta, refrigeração, ciclos de furação não precisam); se forem diferentes, o plano de trabalho de saída selecionado aqui é utilizado em lugar do plano de trabalho de saída selecionado em outro lugar.
Número de Programa — Insira um número para o início do arquivo de programa NC. Alguns controladores exigem um número no início do arquivo de programa NC.
Por exemplo, para controles Fanuc, o arquivo se parece com o seguinte:
% :1234 N10G91G28X0Y0Z0 N20G40G17G80G49 N30G0G90Z33.031
Nesse caso, 1234 é o número do programa.
Alinhamento Automático de Ferramenta — Desative quando o plano de trabalho de saída é diferente do plano de trabalho do percurso, mas nenhum movimento angular deve aparecer no arquivo de programa NC. Por exemplo, se você girar o cabeçote manualmente para o ângulo necessário.
Nome da Peça — Exibe o nome da peça sendo cortada. Se necessário, insira um novo nome. O nome da peça pode ser utilizado para aparecer no início do arquivo de programa NC (dependendo de como o começo da fita está configurado no arquivo de opção de máquina
Valor da Ferramenta — Determine se a saída é especificada em termos de Ponta da Ferramenta ou Centro da Ferramenta. O centro da ferramenta é definido como o offset da ponta da ferramenta pelo raio da ponta na direção do eixo da ferramenta.
Movimentos de Conexão — Especifica como a ferramenta é movida de um percurso para o seguinte. Anteriormente, a ferramenta era movida para a nova posição e então rotacionada para a orientação necessária. A opção somente está disponível quando percursos multi-eixos estão presentes.
- Mover, Rotacionar — Quando selecionado, a ferramenta se move para a nova posição e então gira para a orientação correta.
- Rotacionar, Mover — Quando selecionado, a ferramenta gira para a orientação correta e então se move para a nova posição.
- Simultâneo — Quando selecionado, a ferramenta se move e gira simultaneamente. Essa é a opção padrão.
Lista de Percurso — Exibe todos os percursos no programa NC, juntamente com os parâmetros utilizados para criar o percurso. Selecione um ou mais percursos para exibir informação relacionadas na metade inferior do diálogo.
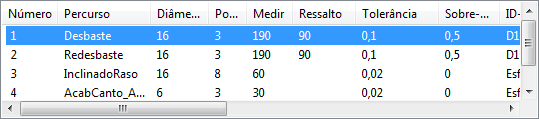
Você pode arrastar e redimensionar as colunas posicionando o cursor sobre a extremidade de uma coluna e arrastando para uma nova posição.
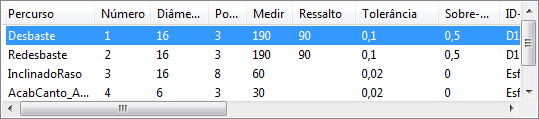
O campo Número é o Número da Ferramenta.
Se o Número for colocado entre parênteses, (2) isso indica que não há troca de ferramenta para este percurso.
Se o Número for precedido por um asterisco, * isso indica que o Número da Ferramenta para este percurso foi editado na porção inferior do diálogo.
Se o Número for substituído por um ?, isso indica que nenhum número de ferramenta foi especificado, mas em Numeração Ferramenta a opção Como Especificado foi selecionada.
Não é permitido definir o mesmo Número de ferramenta como um número que já exista para uma ferramenta diferente. A única ocasião em que isso não se aplica é quando você escreve um arquivo separado para cada percurso, quando todos os Números padrão de ferramenta são 1. O primeiro Número da Ferramenta em qualquer arquivo tem valor padrão de 1.
 Lista de Percurso — Clique para exibir a lista de percursos e seus parâmetros (utilizados no programa NC) num diálogo separado.
Lista de Percurso — Clique para exibir a lista de percursos e seus parâmetros (utilizados no programa NC) num diálogo separado.
 Lista de Ferramenta — Clique para exibir a lista de ferramentas e seus parâmetros (utilizados no programa NC) num diálogo separado.
Lista de Ferramenta — Clique para exibir a lista de ferramentas e seus parâmetros (utilizados no programa NC) num diálogo separado.
Você pode clicar com o botão direito nas colunas na Lista de Percurso e na Lista de Ferramenta para personalizar a visualização ou copiar dados para um aplicativo externo.
Restaurar — Clique para restaurar os Números de Ferramenta aos seus valores originais. O Nº da Ferramenta pode ser editado na porção inferior do diálogo e é exibido na Lista de Percurso.
Troca de Ferramenta — Especifique quando um comando Carregar Ferramenta é escrito.
- Na Troca — Selecione para adicionar um comando Carregar Ferramenta no início do primeiro percurso e subsequentemente apenas se a geometria da ferramenta mudar. Isso adiciona um comando carregar ferramenta caso o comprimento da ferramenta seja diferente.
- Sempre — Selecione para adicionar um comando Carregar Ferramenta no início de cada percurso mesmo se os parâmetros da ferramenta forem os mesmos.
- Na Nova Ferramenta — Selecione para adicionar um comando Carregar Ferramenta no início do primeiro percurso e subsequentemente apenas se o percurso utiliza uma entidade de ferramenta diferente do percurso anterior.
Numeração Ferramenta — Especifique o sistema de numeração utilizado para identificar ferramentas no programa NC.
- Automático — Selecione para atribuir um novo número a cada nova ferramenta utilizada. Quando uma ferramenta é reutilizada em outro percurso, seu número existente é utilizado.
- Como Especificado — Selecione para utilizar o número de ferramenta especificado no diálogo de entidade Ferramenta. Se um número de ferramenta não for especificado em qualquer diálogo então ? é exibido na lista de percurso — no entanto, se for o primeiro percurso, assume-se que o número de ferramenta seja 1.
- Consecutivo — Selecione para nomear as ferramentas em sequência. Por padrão, a primeira ferramenta é chamada 1, seguida por 2, 3, 4 e assim por diante.
O campo Nº da Ferramenta na área específica de percurso do diálogo Programa NC define o primeiro número numa série sequencial.
Se a mesma ferramenta for utilizada no percurso subsequente num programa NC, o número da ferramenta será cercado por parênteses, por exemplo, (1).
Posição de Troca de Ferramenta — Especifique se uma ferramenta é trocada antes ou depois do movimento de conexão.
- Após Conexão — Selecione para que a troca de ferramenta ocorra após os movimentos de conexão. Essa é a opção padrão.
- Antes da Conexão — Selecione para que a troca de ferramenta ocorra antes dos movimentos de conexão.