“5 轴定位”菜单 - 通常包含一个用于访问面的替代方向选项。选项包括:
- 标准 - 默认方向。
- 替代 - 默认方向的替代方向。
- 使用后处理首选项 - 将在“5 轴”对话框的XBUILD中设置的定位(“正”或“负”)用于“主旋转轴方向”选项。
- 使用轴限界 - 允许 FeatureCAM 选择最适合在 MD 文件中设置的轴限界的方向。
检查余量 - 输入要围绕阻止曲面留下的最小距离。如果为粗加工路径留空,则将使用“精加工余量”值。如果为精加工路径留空,则将使用“留下余量”值。可以输入正值或负值。在尺寸选项卡上设置“阻止曲面”。
阻止曲面轴向余量 - 输入要在阻止曲面上留下的轴向(Z 轴)材料量。如果输入“阻止曲面轴向余量”的值,则“检查余量”的值仅应用于径向 (XY) 阻止曲面。如果将“阻止曲面轴向余量”留空,则“检查余量”的值将应用于轴向和径向阻止曲面。可以输入正值或负值。
方向 - 单击该按钮可打开切削方向对话框。
夹持碰撞避让 - 避让夹持或刀柄与零件曲面、阻止曲面或未加工毛坯发生碰撞的刀具路径。在“策略”选项卡上选择“夹持碰撞避让”将其启用。启用该选项后,将显示以下选项:
- 夹持间隙 - 输入刀具夹持的间隙距离。将避让刀具夹持在零件曲面或阻止曲面的该距离内移动的刀具路径。
- 刀柄间隙 - 输入刀具刀柄的间隙距离。将避让刀柄在零件曲面或阻止曲面的该距离内移动的刀具路径。
分度 X 轴坐标 -(可选)输入要用于分度退刀移动的绝对 X 轴坐标。
分度 Y 轴坐标 -(可选)输入要用于分度退刀移动的绝对 Y 轴坐标。
分度 Z 轴坐标 -(可选)输入要用于分度退刀移动的绝对 Z 轴坐标。
方向角 - 输入在操作开始时零件在机床中的初始 C 轴位置。
留下余量 - 输入在执行精加工路径后留下的材料量。可以输入正值或负值。可以输入负值(最大值为负刀具半径)以允许收缩或火花隙,并且将按指定负值将零件加工为零件曲面。如果未设置,“留下余量”默认值为 0。
留下轴向余量 - 输入在执行精加工路径后在特征上留下的轴向(Z 轴)材料量。如果输入“留下轴向余量”,则“留下余量”将仅应用于径向 (XY) 材料。如果不输入“留下轴向余量”,则“留下余量”将应用于轴向和径向材料。可以输入正值或负值。
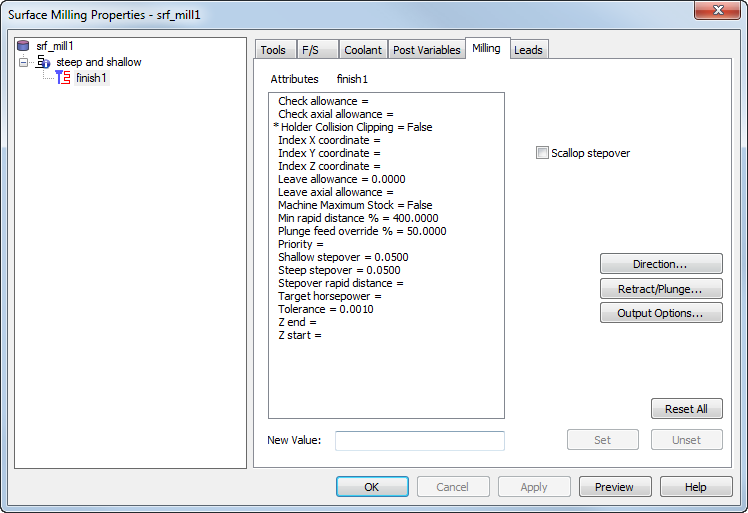
最小 快进距离 % - 输入刀具可进行快进移动的最小距离,以刀具直径的百分比表示。小于该距离的移动使用进给移动。
最小快进距离适用于 2.5D 铣削。将该值指定为刀具直径的百分比。
以下示例显示了值为 400% 的特征切削:
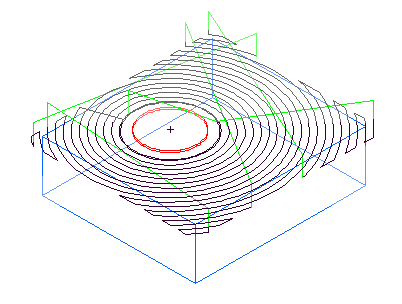
这是同一示例,但将“最小快进距离”设置为 10%,刀具在路径之间退刀并快进。
最小 Z 增量 — 启用“残留行距”以访问此属性。“残留高度”属性指定相邻路径之间的最大剩余材料高度。但是,如果计算得出的值小于“最小 Z 增量”,则系统会将其设置为“最小 Z 增量”。
输出选项 - 单击该按钮可打开输出选项对话框。
下切速率修调 % - 输入要在下切到材料中时使用的“进给”设置的百分比。例如,如果“进给”属性为 2000 MMPM,并且将“下切速率修调 %”设置为 50,则得到的初始下切进给率为 1000 MMPM。
退刀/下切 - 单击该按钮可打开退刀和下切对话框。
设置 - 必须单击“设置”按钮以保存已选属性的新值。
浅滩行距 - 输入连续加工路径之间的距离。该距离用于刀具路径的浅滩部分。
陡峭行距 - 输入连续加工路径之间的距离。该距离用于刀具路径的陡峭部分。
目标马力 - 这是适用于指定毛坯材料类型的指定切削宽度/深度和进给率的理想 [马] 力。
公差 - 该属性用于控制刀具路径跟随曲面的精确程度。如果零件显示为有镶嵌面,请将公差设置为较小的值。
重设 - 单击该按钮可将已选属性的值恢复为默认值。
Z 结束 - 输入沿 Z 轴的距离,低于该距离时,将不会执行铣削操作。
在早期操作中使用“Z 结束”,然后跟随使用“Z 开始”属性的操作,以便可以有效地控制刀具路径。
Z 开始 - 输入沿 Z 轴铣削操作开始的距离。如果毛坯材料已在早期操作中完成加工,可以使用该选项来节省时间。