Estudo de simulação de moldagem por injeção
O estudo de simulação de moldagem por injeção no Fusion determina se a peça de plástico pode ser moldada, se ela terá defeitos visuais específicos e quanto provavelmente distorce. Também é possível determinar o quanto uma superfície plana se desvia da plana, para determinar se isso pode afetar seu desempenho em uma montagem.
O que é moldagem por injeção?
A moldagem por injeção é um dos métodos mais comuns para a fabricação de peças plásticas personalizadas de grande volume. O molde por injeção é o processo de fabricação de peças plásticas por meio da injeção de material plástico fundido a alta pressão em um molde metálico. Após injetar o plástico fundido no molde, o molde é resfriado e aberto para revelar uma peça de plástico sólida.
Em princípio, a moldagem por injeção é simples: pílulas plásticas fundidas, injetadas em um molde, que se resfriem e, em seguida, que retire um produto plástico do molde. Na realidade, a moldagem por injeção é um processo complexo e complexo. Uma máquina de moldagem por injeção tem três partes principais: a unidade de injeção (A), o molde (B) e a braçadeira (C).
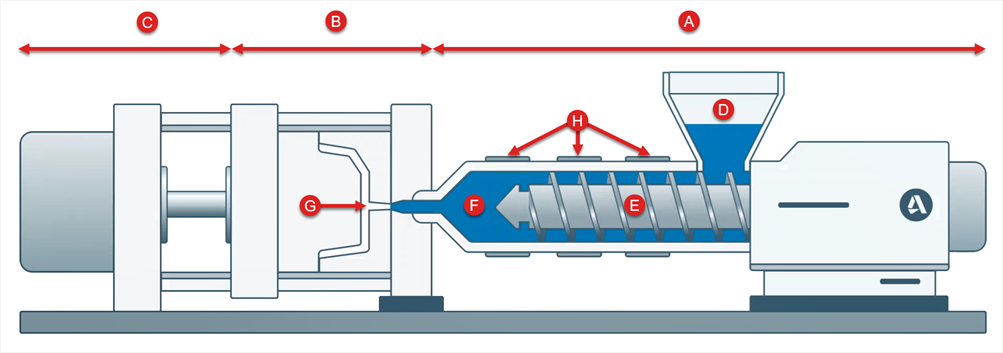
O processo começa quando as pastilhas plásticas são colocadas em um grande funil, chamado de saltador (D), que a alimenta na área chamada de barril (F). No cilindro, um parafuso (E) transporta as pastilhas adiante para a máquina de molde. O barril também possui faixas de aquecedor (H) que, junto com o "trabalho" do parafuso, aquecem o plástico e o transformam em líquido. Enquanto o parafuso combina e bombeia o plástico para frente, o próprio parafuso se move para trás lentamente, criando um reservatório de plástico na frente do parafuso. Em algum momento, a máquina forçará o parafuso para frente e o plástico será injetado na parte vazia do molde chamada imagem de cavidade (G).
A injeção normalmente é rápida sob altas pressões. A máquina de molde mantém o molde fechado sob enorme pressão. Após injetar o plástico fundido no molde, ele é resfriado pelo molde e o molde é aberto para revelar uma peça de plástico sólida.
Quando o plástico esfriar, o material encolherá. A máquina de molde continuará empurrando mais plástico para o molde de acordo com a pressão de compactação definida para compensar a contração plástica. Uma vez que o plástico se solidifica o suficiente, o molde será aberto e a peça será empurrada para fora. O molde é fechado e o processo é repetido.
Nota: uma coisa importante a ser conhecida é que quando a peça de plástico esfria, ela acumula tensões na peça. Quando a peça é expulsa do molde, as tensões na peça são reequilibradas e podem causar deformação na peça de plástico.
Resultados da simulação de moldagem por injeção
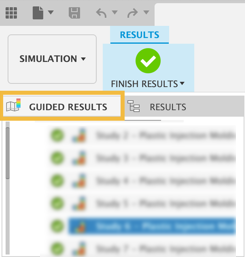
Os resultados são visíveis assim que os resultados intermediários se tornam disponíveis. Resultados guiados fornece assistência para interpretar os resultados de Preenchimento, Defeitos visuais e Desvio. Alterne para a guia Resultados para visualizar os resultados padrão que podem ser analisados e interpretados com mais profundidade.
Exemplos de simulação de moldagem por injeção
A lista a seguir contém alguns exemplos para os quais a simulação de moldagem por injeção pode ser apropriada:
- Cadeiras
- Brinquedos
- Casos para eletrônicos de consumo
- Cortesia descartável
- Tijolos
- Contêineres
- Produtos domésticos
Interpretação dos resultados
Resultados guiados
Para usuários com pouca ou nenhuma experiência em moldagem por injeção de plásticos, o painel Resultados guiados ajuda a interpretar os resultados, a responder às perguntas fundamentais "Minha peça será preenchida?", "Minha peça será deformada?" e "Minha peça terá defeitos visuais?". No painel Resultados Guiados você também pode encontrar sugestões para o que você pode ajustar para melhorar os resultados, com botões que levam você diretamente de volta para o diálogo apropriado na guia Setup, onde você pode fazer as alterações.
Resultados padrão
Se você tiver mais experiência com moldagem por injeção de plásticos, o painel Resultados ajuda a interpretar resultados detalhados, como:
- Resultado de tempo de preenchimento
- Confiança de preenchimento
- Predição da qualidade
- Pressão de injeção
- Queda de pressão
- Temperatura na frente do fluxo
- Temperatura média
- Tempo para atingir a temperatura de extração
- Fração da camada solidificada no final do aterro
- Armadilhas de ar
- Linhas de solda
- Crescer de
- Contração volumétrica na extração
- Marcas de afundamento
- Deflexão, todos os efeitos
- Indicador de desvio