Usare la pagina Foratura per gestire quali fori eseguire e come forarli.
Tipo di ciclo — Selezionare come eseguire i fori. Selezionando un'opzione si visualizza la pagina rilevante Foratura.
- Cima del foro — La foratura inizia in cima al foro.
- Componente sopra — La foratura inizia in cima al componente specificato nel campo Componente sopra, piuttosto che in cima al foro. Questo risulta utile quando si stanno forando componenti di fori.
- Blocco — La foratura inizia in cima al blocco.
- Modello — La foratura inizia in cima al modello.
- Modello materiale residuo — La foratura inizia in cima al materiale residuo. Viene visualizzata la pagina Grezzo nella finestra di dialogo Strategie di foratura.
- Max profondità del foro — Esegue la foratura per tutta la profondità del foro. Il valore Profondità non è disponibile; viene specificato dalla definizione Feature.
-
Diametro completo — PowerMill è in grado di eseguire un foro fino a che la parte più ampia dell'utensile di foratura raggiunge la parte inferiore della parte più ampia del foro.
La punta dell'utensile di foratura scende oltre il foro progettato nel modello CAD
 , o la punta dell'utensile potrebbe non raggiungere il fondo del foro
, o la punta dell'utensile potrebbe non raggiungere il fondo del foro  .
.
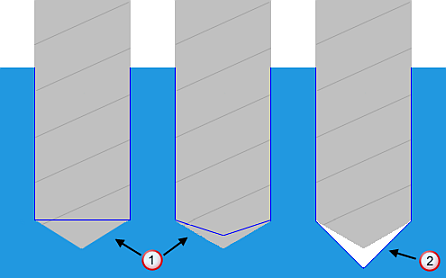
- Foro passante — Esegue la foratura attraverso il foro. Il valore Profondità è la profondità del foro, più l'altezza della parte maschiata dell'utensile di foratura, più un piccolo fattore.
- Centrinatura — Esegue la centrinatura della parte. Come impostazione predefinita, il valore Profondità è il raggio dell'utensile di foratura.
- Pre foratura — Prefora per tutta la profondità del foro. Come impostazione predefinita, il valore Profondità è definito dalla definizione Feature di profondità foro.
- Alesatura contraria — Esegue l'alesatura contraria della parte. Come impostazione predefinita, il valore Profondità è il raggio dell'utensile di foratura.
- Smusso - Smussa il foro alla larghezza specificata sulla pagina Smusso .
- Definita dall'utente — Esegue tutti i fori fino a una profondità definita dall'utente.
Definisci la parte superiore con — Permette di selezionare da dove iniziare la foratura.
Operazione — Selezionare l'operazione di foratura e la profondità della foratura.
Componenti — Usare per selezionare i componenti sia superiore che inferiore.
Componente sopra — Selezionare il componente da cui iniziare la foratura. La foratura inizia in cima a questo componente.
Componente inferiore — Selezionare l'ultimo componente per la foratura. La foratura finisce nella parte inferiore di questo componente.
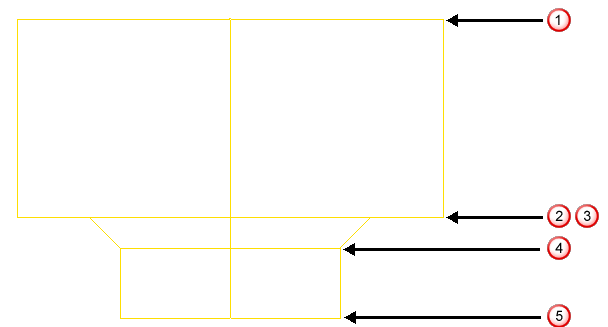
Ad esempio, un foro composto:
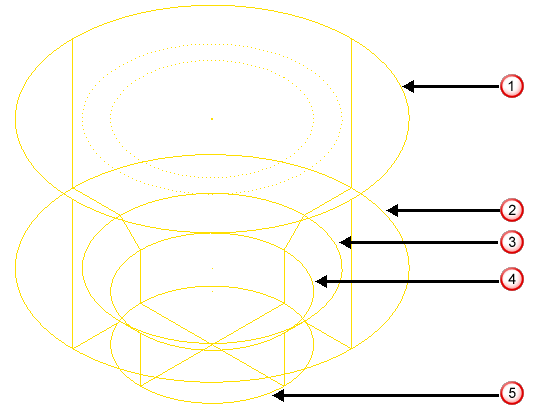
Guardando ad una vista laterale:
Cima del foro, primo componente sopra
Primo componente inferiore.
 Secondo componente superiore.
Secondo componente superiore.
 Secondo componente inferiore, terzo componente superiore.
Secondo componente inferiore, terzo componente superiore.
 Terzo componente inferiore, ultimo componente inferiore.
Terzo componente inferiore, ultimo componente inferiore.
e sono alla stessa altezza Z.
Questo esempio usa un Tipo di ciclo Elicoidale.
Componente superiore di 2.
Componente inferiore di 3 o Ultimo.
Distanza di sicurezza — Inserire la distanza al di sopra della parte superiore del foro.
Profondità incrementale — Inserire la distanza massima di affondamento foratura in un qualsiasi spostamento.
Giri — Inserire il numero di rotazioni dell'utensile di fresatura filetto. Come impostazione predefinita è 1. Lunghi fori possono aver bisogno di più di una tornitura. Questa opzione è disponibile solo per le strategie di Fresatura filetto.
Il Passo può essere:
- Il passo per l'ellisse per strategie come quella Elicoidale;
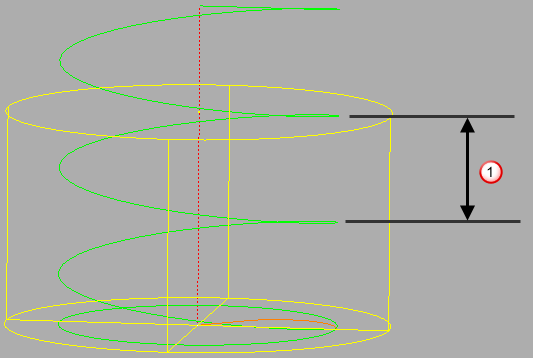
- Il passo filetto per strategie come Maschiatura e Fresatura filetto.
Tolleranza — Inserire un valore di tolleranza per determinare la precisione con cui il percorso utensile segue il foro.
Inizio — Inserire la distanza incrementale sopra al foro in cui si desidera inizi la foratura a incrementi. Se si vuole forare solo la parte superiore del foro, inserire una profondità di 0 (la profondità è misurata dalla parte superiore del foro). Questo è utile quando si ha una grossa quantità di materiale che deve essere rimossa al di sopra della parte superiore del foro usando un ciclo di foratura.
Profondità - Immettere la profondità della foratura nel foro.
Tempo sosta — Inserire il tempo di sosta dell'utensile prima di distaccarsi al termine di ogni foratura a incremento. Questo valorespecifica il periodo di tempo in cui la foratura rimane sul fondo di ciascuna foratura a incremento.
Sinistrorso - Se selezionata, crea un filetto sinistro. Se deselezionata, crea un filetto destro.
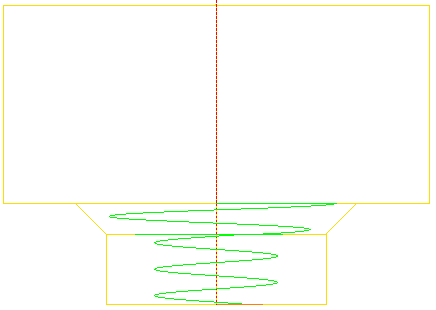
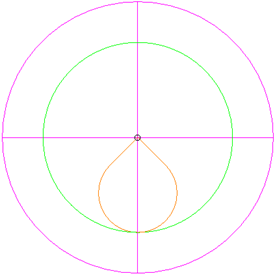
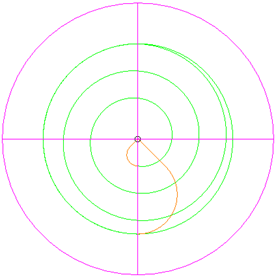
Spirale — Quando questa opzione è selezionata, crea un percorso utensile a spirale. Il percorso utensile si muove dal centro di ciascun foro con uno svincolo in entrata "a goccia" e spirali in uscita usando il Passo laterale definito sulla pagina Profilo .
Il percorso utensile di foratura del Profilo con Spirale non selezionato:
Il percorso utensile di foratura del Profilo con Spirale selezionato:
Senso orario — Quando questa opzione è selezionata, crea un ciclo in senso orario. Quando questa opzione non è selezionata, crea un ciclo in senso antiorario.
Direzione — Selezionare la tecnologia di fresatura. La combinazione di Direzione e Filetto (sulla pagina Filettatura) determina la direzione di taglio.
|
Filetto destrorso |
Filetto sinistrorso |
|
|
Concorde |
In senso orario, verso il basso |
In senso orario, verso l'alto |
|
Discorde |
In senso antiorario, verso l'alto |
In senso antiorario, verso il basso |
Sovrametallo — Inserire la quantità di materiale da lasciare sulla parte, all'interno della tolleranza.
 Sovrametallo radiale — Inserire l'offset radiale dell'utensile. Quando si lavora a 2,5 o 3 assi, un valore positivo lascia materiale sulle pareti verticali.
Sovrametallo radiale — Inserire l'offset radiale dell'utensile. Quando si lavora a 2,5 o 3 assi, un valore positivo lascia materiale sulle pareti verticali.
 Sovrametallo assiale — Inserire l'offset dell'utensile, nella sola direzione dell'asse utensile. Quando si sta lavorando a 2,5 assi o a 3 assi, un valore positivo lascia materiale sulle facce orizzontali. Un valore negativo permette di forare un foro più profondo della feature foro. Questo risulta utile per i fori passanti.
Sovrametallo assiale — Inserire l'offset dell'utensile, nella sola direzione dell'asse utensile. Quando si sta lavorando a 2,5 assi o a 3 assi, un valore positivo lascia materiale sulle facce orizzontali. Un valore negativo permette di forare un foro più profondo della feature foro. Questo risulta utile per i fori passanti.
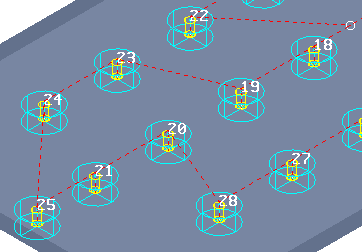
Disegna — Selezionare per visualizzare l'utensile nei fori selezionati e visualizzare i nomi dei fori.
Output ciclo di foratura — Selezionare per salvare come cicli fissi. Dovrebbe essere selezionato solo se la macchina utensile ha cicli per lavorazione elicoidale e di profilatura.
Seleziona - Fare clic per visualizzare la finestra di dialogo Selezione feature che permette di selezionare i fori in base al diametro o alla lunghezza di un particolare componente foro. In questo modo si selezion il foro composto e non solo il componente del foro.
 indica un percorso utensile di foratura a più assi. Viene visualizzato nello spigolo in alto a destra della finestra di dialogo. In PowerMill è noto quando un percorso utensile di foratura è a più assi e viene definito il percorso utensile adatto. Percorsi utensile di foratura a più assi vengono creati quando i fori hanno un asse diverso rispetto al piano di lavoro attivo; percorsi utensile a 3 assi vengono creati quando i fori hanno la stessa direzione degli assi del percorso utensile attivo.
indica un percorso utensile di foratura a più assi. Viene visualizzato nello spigolo in alto a destra della finestra di dialogo. In PowerMill è noto quando un percorso utensile di foratura è a più assi e viene definito il percorso utensile adatto. Percorsi utensile di foratura a più assi vengono creati quando i fori hanno un asse diverso rispetto al piano di lavoro attivo; percorsi utensile a 3 assi vengono creati quando i fori hanno la stessa direzione degli assi del percorso utensile attivo.