5 軸位置 - フェースの加工では、異なる回転方向 を使用する場合も多くあります。 次から選択します。
- スタンダード - デフォルトの向きです。
- 回転方向反転 - デフォルトとは反対の向きです。
- ポスト設定にしたがう - XBUILD の 5 軸 ダイアログの、初期回転軸方向プリファレンス オプションで設定されている向き (プラス、または、マイナス) を使用します。
- 軸のリミットにしたがう - マシン デザイン ファイルに設定された軸の移動の制限範囲に基づいて、FeatureCAM が最適な向きを選択します。
軸方向オフセット - 工具軸に沿って、ツールパスの最も低い位置をオフセットします。 正の値はツールパスを工具ホルダーに向かってオフセットし、負の値ではその逆になります。
軸方向トレランス - 工具軸を安定させて、工具への負担を軽減します。
チェック サーフェス仕上げ代 - チェック サーフェスの周りに残しておく材料の量を入力します。荒加工パスにこの値を指定しなかった場合、仕上げ代 の値が使用されます。仕上げパスにこの値を指定しなかった場合、残し代 の値が使用されます。正と負の、どちらの値にも指定可能です。チェック サーフェス は、寸法 タブから設定します。
チェック サーフェス軸方向仕上げ代 - チェック サーフェス上に残しておく、軸方向(Z)の材料の量を入力します。チェック サーフェス軸方向仕上げ代 を設定した場合、チェック サーフェス仕上げ代 の値は、チェック サーフェスの径方向(XY)のみに適用されます。チェック サーフェス軸方向仕上げ代 が未設定の場合、チェック サーフェス仕上げ代 の値は、チェック サーフェスの軸方向と径方向に適用されます。正と負の、どちらの値にも指定可能です。
コーナー半径 % - 円弧を挿入して、方向の急転換を回避します。円弧の半径を、工具直径に対する割合として指定します。
ガウジ回避トレランス - 径方向オフセット に加え、ガウジを回避するためサーフェスから工具を離す最大距離です。
方向 - 加工方向 ダイアログを表示します。
終点にファニング - スウォーフ加工では、工具はサーフェスのルールド方向と位置合わせされます。 ツールパスがサーフェスから別のサーフェスに移動するにつれルールド方向が変化して、それにともない工具軸の向きも変わることがあります。これを、ファニング と呼びます。終点にファニング が選択されている場合、ファニングは平面の終わりの領域のみで起こります。終点にファニング を選択解除した場合、ファニングは平面上のどの位置でも起こります。
ホルダー干渉をクリップ - ホルダーやシャンクが、パーツ サーフェス、チェック サーフェス、加工されていないストックと干渉する場合、その箇所のツールパスをトリムします。フィーチャーの ストラテジー タブで、ホルダー干渉をクリップ を選択します。有効に設定すると、次のオプションが表示されます。
- ホルダー クリアランス - 工具ホルダーのクリアランス距離を入力します。工具ホルダーが、この距離内でパーツ サーフェスやチェック サーフェスを移動する箇所のツールパスをクリップします。
- シャンク クリアランス - 工具シャンクのクリアランス距離を入力します。シャンクが、この距離内でパーツ サーフェスやチェック サーフェスを移動する箇所のツールパスをクリップします。
割り出し X 座標 - 任意で、割り出しでのリトラクト移動の X 座標(絶対値)を入力します。
割り出し Y 座標 - 任意で、割り出しでのリトラクト移動の Y 座標(絶対値)を入力します。
割り出し Z 座標 - 任意で、割り出しでのリトラクト移動の Z 座標(絶対値)を入力します。
値が未設定の場合、割り出しのリトラクト移動には Z 割り出しクリアランス の値が使用されます。Z 割り出しクリアランス は、円筒ストックのバウンディング ボックスの上部からのクリアランス距離です。これにより、割り出しの Z 値がマシンの有効範囲外になってしまうことがあります。また、不均等な形状のパーツでは、非効率的なリトラクト移動が発生する場合もあります。
方向角度 - 工程を開始する際の、マシンでのパーツの C 軸位置 を指定します。
残し代 - 仕上げパスの後に残しておく材料の量を入力します。正と負の、どちらの値にも指定可能です。縮小率や放電ギャップを考慮して、負の値(負の値の工具半径まで)に設定することもできます。この場合、パーツは、指定された負の値分だけ小さく加工されます。未設定の場合、残し代 はデフォルトの 0 に設定されます。
軸方向残し代 - 仕上げパスの後、フィーチャー上に残しておく軸方向(Z)の材料の量を入力します。軸方向残し代 を設定した場合、残し代 の値は、材料の径方向(XY)のみに適用されます。軸方向残し代 が未設定の場合、残し代 の値は、材料の軸方向と径方向に適用されます。正と負の、どちらの値にも指定可能です。
最小早送り距離 % - 工具移動を早送りで行う最低基準値を、工具直径に対する割合として指定します。この値に満たないものは、送りで移動します。
最小早送り距離は、2.5D フライス加工に適用されます。この値は、工具直径に対する割合として指定します。
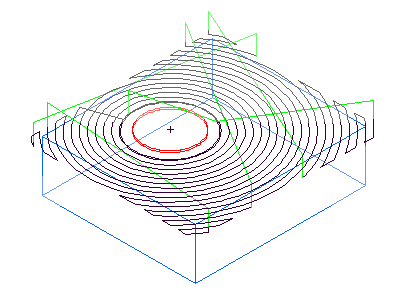
次の例は、400 % で加工したフィーチャーです。
次の例では、同じパーツでも 最小早送り距離 を 10 % に設定しているため、工具はパスからその次のパスへの間でリトラクトし、早送りで移動します。

最小ファニング- 工具が、次のルールド方向に移ることのできる最小距離を入力します。
マルチカット - 工具軸方向に、複数のパスを作成します。
マルチカット ストラテジー - マルチカットを使用するには、マルチカット を選択して、ドロップダウン リストから ストラテジー を選択します。
新規値 - リスト内のプロパティの値を変更する場合、プロパティを選択してその新規値を入力します。設定 をクリックして、新規値を保存します。
ポイント分布 - ポイント分布 ダイアログを表示します。
切込み送りオーバーライド % - ストックにプランジする際の、送り の割合を入力します。例えば、送り が 2000 MMPM の場合、切込み送りオーバーライド % を 50 に設定すると、最初のプランジの送りは 1000 MMPM になります。
径方向オフセット - ツールパスを、工具軸に対して垂直にオフセットする距離を入力します。デフォルトは 0 です。
|
|
|

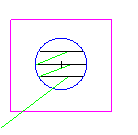
 径方向オフセットなしでトリム
径方向オフセットなしでトリム
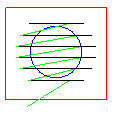
 径方向オフセット 5 mm でトリム
径方向オフセット 5 mm でトリム
リトラクト / プランジ - リトラクトとプランジ ダイアログを表示します。
設定 - 設定 をクリックして、選択したプロパティの 新規値 を保存します。
始点 - 投影した際に希望のポイントでツールパスと交差するカーブの名前を入力して、デフォルトの始点をオーバーライドすることができます。 複数のセグメントのあるカーブを使用して、ツールパスに複数の始点を設定することも可能です。
ステップオーバー早送り距離 - ツールパスからツールパスへの間を、送りで移動するか、それとも早送りで移動するかを指定します。
ストック オーバーカット %
オーバーカット % は、3 つのタイプのサーフェス加工フィーチャーに適用されます。
- ストック タブで、ボスとして割り当てられたオフセットツールパス
- バウンダリー カーブの指定されていない、投影手法で加工されたフィーチャー
- 一部の等高線荒加工パス
ボスの場合、このプロパティはツールパスのストック バウンダリー周辺での動作のみに作用します。
その他の 3D サーフェス加工フィーチャーでは、ストック タブの仕上げ代を使用します。オーバーカット % は、ストック タブの ストック寸法を使用 を選択した場合のみ適用されます。
オーバーカット % は、工具がストック バウンダリーにアプローチする、または、ストック バウンダリーを越える割合を指定します。
-100 から 100 までの値を指定することができます。
0 に設定した場合、工具の中心線をストック カーブに配置します。
100 に設定した場合、工具半径で領域をオーバーカットします。
-100 に設定した場合、ストック カーブに対して工具半径分だけ短い箇所で停止します。
サーフェス連結トレランス - サーフェス間のギャップを定義するトレランスを、デフォルトのトレランスとは別に設定します。時として、トレランスのデフォルト値がサーフェス間のギャップより小さいために、2 つのツールパス セグメントが作成されてしまう場合があります。サーフェス連結トレランス に、より大きな値を設定して、連続した 1 つのツールパスを作成します。
出力設定値 - 指定の切込みと加工幅に対して最適な出力設定値と、指定のストック材料での送り速度です。
トレランス - ツールパスとサーフェスとの、補間の精度を制御します。表示されたパーツにファセットが多く含まれている場合、トレランス値を小さくします。
設定解除 - 選択したプロパティの値を、デフォルトに戻します。
アップ / ダウン スムージング % - 時として、スウォーフ ツールパスは、ガウジを回避するために何度も上下しなければならない場合があります。指定のトレランス内で、ツールパス領域をスムージングします。工具直径に対する割合として指定します。
Z エンド - Z 軸沿いの距離を入力します。この値より下は加工しません。
Z ステップ - 各パスでの、工具の Z 方向への降下量を入力します。デフォルトのステップダウンでは、パーツ上に余材が残る場合に有用です。スカラップ ステップオーバー オプションを選択した場合、このプロパティを利用することはできません。
Z スタート - フライス加工工程を開始する、Z 軸沿いの距離を入力します。前の工程でストック材料が既に加工されている場合、このプロパティを使用して加工時間を短縮することができます。