Меню 5-осевое позиционирование — Часто нужна опция альтернативной ориентации для доступа к торцу. Выберите из:
- Стандартное — Ориентация по умолчанию.
- Альтернативное — Ориентация, альтернативная ориентации по умолчанию.
- Предпочтения постпроцессора — Использует положение ( Положительное или Отрицательное), заданное в XBUILD в диалоге Пятиосевая для опции Предпочтительная ориентация первой поворотной оси.
- Использовать ограничения оси — Позволяет FeatureCAM выбирать ориентацию, которая лучше всего подходит для ограничений оси, заданных в MD файле.
Осевое смещение — Этот атрибут смещает нижнее положение траектории вдоль оси инструмента. Положительные значения смещают траекторию по направлению к патрону, отрицательные - от патрона.
Контрольный припуск — Введите минимальное расстояние, которое надо оставить вокруг контрольных поверхностей. Если нет значения для чернового прохода, используется значение Чистовой припуск. Если нет значения для чистового прохода, используется значение Остаточный припуск. Можно ввести положительное или отрицательное значение. Установите Контрольные поверхности на вкладке Размеры.
Контрольный осевой припуск — Введите количество осевого (Z) материала, которое остается на контрольной поверхности. Если вы ввели значение для Контрольного осевого припуска, значение для Контрольного припуска применяется только к радиальным (XY) контрольным поверхностям. Если вы оставляете Контрольный осевой припуск пустым, значение для Контрольного припуска применяется к осевой и радиальной контрольным поверхностям. Можно ввести положительное или отрицательное значение.
Направление — Нажмите на эту кнопку, чтобы открыть диалог Направление резания.
Обрезка столкновений с патроном — Обрезает траекторию там, где патрон или хвостовик сталкивается с поверхностью детали или контрольной поверхностью. Выберите опцию Обрезка столкновений с патроном на вкладке Стратегия элемента, чтобы её включить. Когда она включена, появляются следующие опции:
- Зазор патрона — Введите безопасное расстояние для патрона. Траектория обрезается там, где патрон движется внутри этого зазора от поверхности детали или контрольной поверхности.
- Зазор хвостовика — Введите безопасное расстояние для хвостовика. Траектория обрезается там, где хвостовик движется внутри этого зазора от поверхности детали или контрольной поверхности.
Индексировать X координату — При необходимости введите абсолютную координату X, используемую для отвода при повороте.
Индексировать Y координату — При необходимости введите абсолютную координату Y, используемую для отвода при повороте.
Индексировать Z координату — При необходимости введите абсолютную координату Z, используемую для отвода при повороте.
Угол ориентации — Введите исходное положение C-оси детали на станке в начале операции.
Остаточный припуск — Введите количество материала, который останется после чистового прохода. Можно ввести положительное или отрицательное значение. Можно ввести отрицательное число, до минус радиуса инструмента, для создания припуска на усадку или искровой промежуток, и деталь будет обрабатываться в поверхности детали на это отрицательное значение. Если не установлено, то Остаточный припуск по умолчанию равен 0.
Остаточный осевой припуск — Введите количество осевого (Z) материала, которое остается на элементе после чернового прохода. Если ввести Остаточный осевой припуск, то Остаточный припуск применяется только к радиальному (XY) материалу. Если вы не вводите Остаточный осевой припуск, значение для Остаточного припуска применяется к осевому и радиальному материалу. Можно ввести положительное или отрицательное значение.
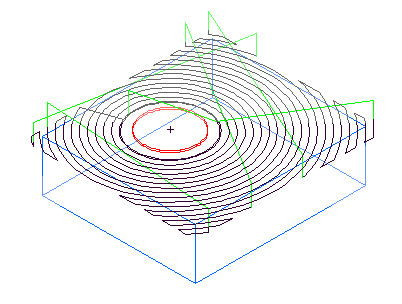
Мин. Мин. расст. ускор. хода % — Введите минимальное расстояние как процент от диаметра инструмента, которое инструмент может использовать для ускоренного движения. Перемещения, которые меньше этого расстояния, используют движение подачи.
Минимальное расстояние ускоренного перемещения применяется к 2.5D фрезерованию. Задайте значение как процент от диаметра инструмента.
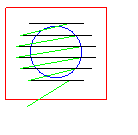
Этот пример показывает элемент, который режется со значением 400%:
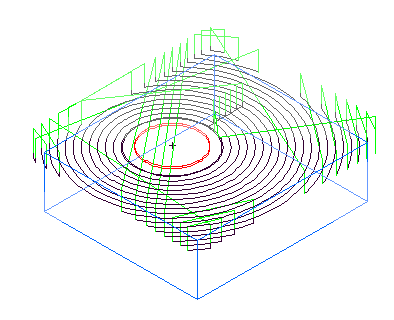
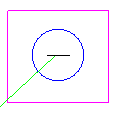
Это тот же пример, но с Минимальным расстоянием ускоренного перемещения, равным 10%, и инструмент отводится и ускоренно перемещается между проходами.
Многопроходный — Разрешает несколько проходов по оси инструмента.
Новое значение — Чтобы изменить значение атрибута в этом списке, сначала выберите его, а затем введите новое значение. Нажмите на кнопку Задать, чтобы сохранить новое значение.
Опции вывода — Нажмите на эту кнопку, чтобы открыть диалог Опции вывода.
Радиальное смещение — Введите расстояние для смещения траектории в направлении, перпендикулярном оси инструмента. По умолчанию оно равно нулю.
|
|
|

 Обрезать без радиального смещения
Обрезать без радиального смещения
 Обрезать со смещением 5 мм
Обрезать со смещением 5 мм
Сброс всех — Нажмите на эту кнопку, чтобы сбросить все атрибуты таблицы на значения по умолчанию.
Отвод/Врезание — Нажмите на эту кнопку, чтобы открыть диалог Отвод и врезание.
Начальная точка — Замените начальную точку траектории по умолчанию, введя имя кривой, которая при проецировании пересекает траекторию в нужной вам точке. Можно использовать кривую с несколькими сегментами, чтобы установить несколько начальных точек для траектории, а меняющиеся сегменты используются для установки начальных точек.
Задать — Вы должны нажать на кнопку Задать, чтобы сохранить Новое значение для выбранного атрибута.
Длина отвода при переходе — Используется, чтобы определить, когда выполнять подачу, а когда ускоренные перемещения между траекториями.
Выход за границу заготовки %
Перекрытие границы % применяется к трем типам элементов обработки поверхности:
- спиральные траектории, обозначенные как выступ на странице заготовки
- элементы, обрабатываемые с помощью технологий фрезерования проецированием, которые не имеют явной кривой границы
- некоторые проходы черновой обработки по Z-слоям.
В случае выступа этот атрибут применяется только к тому, как траектории ведут себя вокруг границы заготовки.
Для других элементов 3D обработки поверхности используйте припуск резания, описываемый на вкладке Заготовка. Опция Перекрытие границы % применяется только в случае, если выбрана опция Использовать размеры заготовкина вкладке элемента Заготовка.
Перекрытие границы % задает, какой процент инструмента подходит к или проходит за пределы границы заготовки.
Может использоваться значение от -100 до 100 со следующими значениями:
0 помещает осевую линию инструмента на кривую заготовки.
100 выходит за пределы области на радиус инструмента.
-100 останавливается на расстоянии одного радиуса инструмента от кривой заготовки.
Заданная мощность — Это идеальная мощность [л/с] для заданной ширины/глубины резания и подачи на заданном типе материала заготовки.
Допуск — Этот атрибут контролирует, насколько точно траектория следует поверхности. Если деталь выглядит граненой, задайте более низкий допуск.
Сброс — Нажмите на эту кнопку, чтобы вернуть значение выбранного атрибута к его значению по умолчанию.