车削轮廓精加工策略
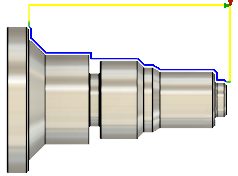
“车削轮廓精加工”策略可移除毛坯以生成所需的零件形状和表面光洁度。与比轮廓粗加工刀具路径中的切削相比,轮廓精加工刀具路径中包含的切削更浅且其进给速率更慢。
刀具切削次数取决于所需的表面光洁度和材料。
模式
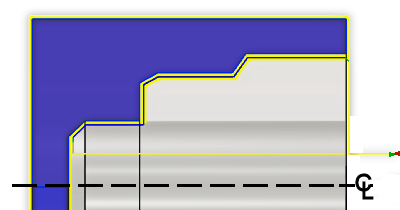
该策略会根据选定的车削模式从零件的外径(称为“外轮廓加工”)或内径(称为“内轮廓加工”)中去除毛坯。
 |
 |
||
| 外径车削 | 内径车削 |
凹槽抑制
若要减小刀具和零件上的应力,可以在“形状”选项卡上抑制刀具路径中的加工槽。根据选定的槽面,“槽抑制”会从加工中排除槽或加工较浅的槽。大切削力可能会损坏刀具并降低表面光洁度。通过加工较浅的槽,可以通过在较大区域分布切削力来减小切削力。
注意:若要使用“凹槽抑制”选项,请在“设置”对话框的“设置”选项卡上选择“旋转轮廓”选项。
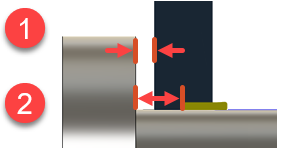
夹头和镶件间隙
此策略使您可以在加工倒扣时指定模型与夹头背面之间或模型与刀具镶件背面之间的间隙。使用此间隙,轮廓精加工刀具路径可以精加工刀具难以进入的某些槽区域。您需要先粗加工槽。在“轮廓精加工”对话框中“镶件和夹头”下的“刀具”选项卡上指定间隙。若要在刀具路径中包含槽区域,请在“加工路径”选项卡的“开槽”下拉菜单中允许开槽,然后在“加工路径”选项卡上选择“加工倒扣面”。
切削方向
根据特定应用选择切削。该策略提供:
- 从前到后 - 从零件外部向中心线,也称为顺铣切削。这是默认方向。对于精加工切削非常有用。它可产生良好的曲面光洁度,并有助于延长刀具的寿命。更难控制。
- 从后到前 - 从中心线向零件外部,也称为逆铣切削。通常,此切削会去除大量毛坯以获得特定的零件几何形体。可能会导致表面光洁度更粗糙,并且刀具磨损程度更高。
- 双向 - 先进行顺铣切削,然后进行逆铣切削。通过交替使用这些切削类型,可以有效实现良好的表面光洁度。
有关详细信息,请观看车削精加工视频。