车削轮廓粗加工策略
车削轮廓粗加工策略可尽快去除最大毛坯量,以获得接近所需零件几何形体的形状。
粗加工零件的表面光洁度较差,尺寸不准确。但是,利用粗加工,以下加工操作更加高效。
车削模式和循环
该策略会根据选定的车削模式从零件的外径(称为“外轮廓加工”)或内径(称为“内轮廓加工”)中去除毛坯。
车削轮廓粗加工使用不同的刀具朝向从外径去除材料。
“加工路径”选项卡上具有“循环”选项的模式可确定刀具的切削方向。可以选择循环用于:
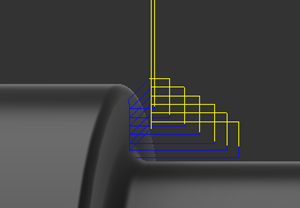
- 垂直加工路径 - 刀具从毛坯的正面向背面切削。
- 水平加工路径 - 刀具从外侧向中心线切削以进行外轮廓加工。对于内轮廓加工,刀具会从中心线向外切削。
- 向后切削 - 刀具从毛坯的背面向正面切削。
凹槽抑制
若要减小刀具和零件上的应力,可以在“形状”选项卡上抑制刀具路径中的加工槽。根据选定的槽面,“槽抑制”会从加工中排除槽或加工较浅的槽。大切削力可能会损坏刀具并降低表面光洁度。通过加工较浅的槽,可以通过在较大区域分布切削力来减小切削力。
开槽 - 加工槽
若要防止刀具进入零件中的所有槽,请从“加工路径”选项卡的“槽加工”下拉列表中,选择以下选项之一:
- 轴向倒扣面
- 径向倒扣面
- 轴向和径向倒扣面。
您还可以防止倒扣面加工。倒扣面加工的效率取决于刀具几何形体。
切削深度
车削轮廓粗加工策略使您可以生成具有相等切削深度的刀具路径。要实现此目的,请在“加工路径”选项卡上选择“均匀的切削深度”。
您还可以通过在“加工路径”选项卡上指定“最大切削深度”值来控制每次切削时要去除的最大毛坯量。值越大,去除毛坯的速度越快。刀具应力量随毛坯去除速度的增加而增加。
有关详细信息,请观看车削轮廓粗加工视频。
跳过壁路径
您可以减少刀具移动次数以节省粗加工刀具路径中的时间。在“加工路径”选项卡上,选中“跳过壁路径”以在每次切削移动后跳过剩余材料清除移动。在粗加工刀具路径之后,执行精加工刀具路径以获得所需的曲面精加工。
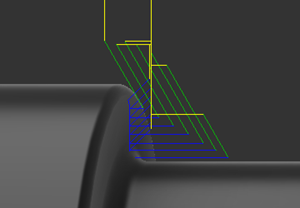
有角度的进刀移动
若要延长刀具寿命,您可以一定角度进入零件以斜向进入毛坯区域,而不是直接下刀进入该区域。进刀移动的方向从设置 Z 轴按逆时针方向进行测量。系统会根据模型检查所有有角度的进刀引导是否出现过切。您可以通过指定间隙(距毛坯的增量距离)来设置导入移动的起点,然后设置进给率。
 |
 |
| 下切进毛坯 | 斜向进入毛坯的有角度的进刀 |