Pattern Options define a variety of settings that control how fittings are handled at takeoff. These include settings that influence how straights, notches, holes, connectors, seams, and insulation are defined.
To access the Pattern Options:
- Do one of the following:
- In CADmep: Right-click CADmep
 Setup
Main Database, or click Edit Main Database from the CADmep toolbar.
Setup
Main Database, or click Edit Main Database from the CADmep toolbar.
- In ESTmep or CAMduct: Click File
Setup
Database, or click the Database icon from the Utility Bar
- In CADmep: Right-click CADmep
- On the Database dialog, click the Fittings button, and then click Pattern Options.

Pattern Options are organized into the following tabs:
- General Tab
- Double Skin Tab
- Insulation Tab
- Straight Tab
- Notches Tab
- Holes Tab
- Fit To Tab
- Standards Tab
The options available on each of these tabs are described below.
General Tab
Volume Precision (Develop NSC*): The volume of a pattern is calculated is using the Develop NSC setting, or this can be multiplied for more precision.
- Circ/Oval Dev: For circular or oval part developments, this option lets you specify where on the part the diameter of the part is calculated from. The choices are inside, outside or nominal (middle). For more information, see Circular Developments.
- Maximum Fold Length: This option specifies a maximum length for a folded panel. If this length is exceeded, the pattern is split into smaller panels. This option is typically used for rectangular Straights and Bend wrappers.
- Machine Cut Straights: This option controls which Specification Type is used for Cut Straights. The choices are Straights or Fittings.
- Number of Round Sections : These options specify the number of lines that the circular profiling sections are made up from. The higher this number, the more accurate circular profiles.
- Views: Specifies the number of faces used to model circular and oval ducts in Takeoff views.
- Developments: Specifies the number of lines the circular profiling sections are made up from. Generally, the higher this number, the more accurately circular profiles will be cut.
- Connectors : These options specify how connectors will be handled at takeoff.
- Default Rectangular/Round/Oval Connector: When no specification is applied, this option lets you specify the default connector that will be used for each type of duct (rectangular, round, and oval). These are taken directly from the connectors that are set up in the database.
- Connector Slits: Length/Width/Inset/Outlet: Connector slits are slits that run parallel to a rectangular connector end, and are primarily used for attaching clip-on connectors such as TDC or CGF. Specifies the length, width, inset, and outlet for connector slits at takeoff. Length sets the length of each slit. Width sets the width of the slit/slotted hole. Inset sets the distance of the slit from the end of the duct before allowances are allowed. This must be less than the allowance for the connector, or slits will not be added. Outlet sets the distance from the seam edge that the first holes is displayed , if "ears" are applied then Negative values can be entered.
- Connector Straight Adjust: Min Inner Radius: Specifies the minimum inner radius for connector straights at takeoff.
- Alternate Throat Seams : On some rectangular fittings it is necessary to use a different seam for the throat than that used on the rest of the duct. The normal seam can be entered during pattern takeoff, but if the throat part of the fitting falls into the criteria set here, these settings will be used to generate its seam in takeoff.
- Square Throat Length/Seam/Angle: Specifies the length, seam, and angle for square throats at takeoff.
- Radius Mitred Throat Length/Seam/Angle: Specifies the length, seam, and angle for radius mitred throats at takeoff.
- Remove Connector/Vee Notches: Specifies to remove connector and vee notches during takeoff.
Double Skin Tab
When the Allow Double Wall Entry option is enabled in Pattern Switches, these Double Skin options can be applied. They define the length and behavior of the 'extension' of the outside skin material, at the connector ends, for ductwork patterns that have the Double Wall option enabled. Note that these options below apply only to the outer skin, and never to the inner skin. For more information, see Double Wall Option.
-
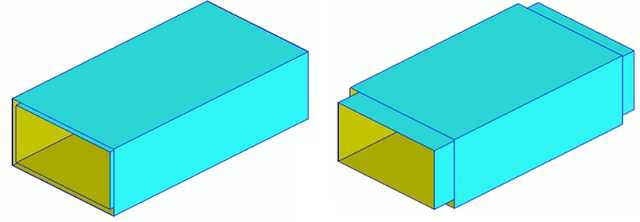
Extension : These options allow you to specify and apply an extra material extension to the outer skin development at the connector ends. Specifying a positive value for the fitting extends (adds) an extension to the outer skin material. Specifying a negative value cuts back (reduces) this material extension of the outer skin. In the examples shown below, the straight on the left has the Double Wall option enabled on the item, and has the Double Skin Extension value set to zero. This results in the inside and outside skins being the same length, or flush with one another, as shown in the example on the left. The straight shown on the right is the same straight with the Double Skin Extension value set to a negative value of -100. Because it is a negative value, it removes or cuts back the outside skin extension, resulting in the outside skin being shorter than the inside skin, as shown in the example on the right.
- Rectangular: The Extension Value to apply to the outside skin for rectangular fittings.
- Round: The Extension Value to add on apply to round fittings.
- Flat Oval: The Extension Value to apply to flat oval fittings.
- Invert For Straights: When this option is enabled, the extension values specified here are inverted for straights.
- Use For Double Wall: When this option is enabled, then the Extension settings defined here on the Double Skin tab will be used when applying Double Wall.
Insulation Tab
This tab specifies the way insulation is applied to patterns at takeoff. This option is set up here, but each pattern also needs to be individually customized to use this option.
- Connector Adjustments: These options let you specify how connectors for insulation are adjusted at takeoff.
- Inside Adjustment : These options specify the settings for the inside section of the insulation.
- Male Thickness: Specifies whether an amount equal to the Insulation thickness is added or removed from male seams.
- Male Adjust: An amount entered in the Male Adjust field will add or remove a specified amount.
- Female Thickness: Specifies whether an amount equal to the Insulation thickness is added or removed from female seams.
- Female Adjust: An amount entered in the Female Adjust field will add or remove a specified amount.
- Outside Adjustment : These options specify the settings for the outside section of the insulation.
- Male Thickness: Specifies whether an amount equal to the Insulation thickness is added or removed from male seams.
- Male Adjust: An amount entered in the Male Adjust field will add or remove a specified amount.
- Female Thickness: Specifies whether an amount equal to the Insulation thickness is added or removed from female seams.
- Female Adjust: An amount entered in the Female Adjust field will add or remove a specified amount.
- Outside Adjustment : These options specify the settings for the outside section of the insulation.
- Round Straight : This option specifies the setting for the round straight.
- Super measure: Specifies to add Pi x insulation thickness to each side of the insulation development to allow enough material at the outside edge of the Insulation. Will only work on outside insulation.
Straight Tab
The Straight option works solely when using Pattern Number 866. This pattern specifies how to produce straight duct, using either a decoiler or a plasma cutter. The criteria for defining which process will be used is dependent upon how the following options are set. For more information, see Straight Pattern CID 866.
- Machine Cut : These options specify when the straight will be machine cut, and how it will be formed.
- Machine If Length <: If the length of duct is shorter than this value, the straight will be machine cut.
- Machine If Sides <: If all four sides of the duct are less than this value, the straight will be machine cut.
- Machine If Short Side <: If the shortest sides of the duct are shorter than this value, the straight will be machine cut.
- Machine If Long Side >: If the longest side of the duct is greater than this value, the straight will be machine cut.
- Straight Type: Specifies the default type of straight to be plasma cut. If the straight is too large to fit on the sheet, the other types will be tried in the following sequence, beginning with the default type: 1 Part Straight; 1xU, 1xI; 2xL; 4xI,M: M,F: F; 4xI,M: F
- Female Allow: Specifies the side of the fitting to which the female seam allowance is applied when there is a choice.
- 1xU 1xI: n: Specifies which side forms the single panel when the straight is cut as a 1xU, 1xI type.
- 4: Part If Long Side >: If the longest side of the straight is above this value then it will always be cut in 4 parts.
- 4: Part Always M F: If enabled then the program will always put a male and female seam allowance on each panel when the straight is cut in 4 parts. If disabled, each panel would normally have 2 male or 2 female allowances unless this made the panel too large to fit on the sheet.
- Use Auto Length as Entered Length: When this option is enabled, the auto length is the length that the part will be cut to during machine cutting.
- Decoiler : These options specify how the straight will be formed via the Decoiler.
- Standard Lengths: This option contains a list of lengths that are determined to be standard, i.e. you may have coils that are different widths but each coil would produce a straight standard to it. To add another entry click the new icon To remove an entry set its value to Zero. (NOTE: The standard lengths table is not a collection of breakpoints, each entry must be matched exactly by the entered duct length. In most cases it is recommended that standard straight lengths be set up in the Specifications table in the pattern database rather than being entered in this table. If the length of the straight does not fall into the standard lengths list, the straight will be processed as if it were the normal coil straight fitting, Pat 35. In this case standard straight lengths are defined in the Specifications table in the pattern database.)
- Max Stretchout (Standard\Nonstandard): Determines the maximum length of any single decoiled part for standard and non: standard straight lengths. An example of this would be if you were decoiling the sheet to fold in a press break and not on the coilline. The length of the sheet could be too long, making it difficult to handle. Once the length goes over this size, the straight type will be set to be made in 1xU, 1xI , then 2xL , until it fits. NOTE: Entering large values will ensure that straights are made in 1 piece, subject to the other options.
- Maximum\Minimum Fold Length: Specifies the maximum and minimum fold lengths allowed. Both the maximum and minimum fold lengths are used to determine the final straight type. A 1 piece, or 1xU, 1xI straight must satisfy both the maximum fold length and the minimum fold length check. If it fails, the type will be set to 2xL. This type will be used if it satisfies either of the minimum or maximum checks. Failing this check sets the straight to be made in 4xI sections.
- Minimum Side for 2 Folds: Specifies the smallest side allowed when a part has more than 1 fold. If the smallest side falls below this value, the straight will never be made as a 1 Part or 1xU, 1xI type.
- Allow U+I: Standard\Nonstandard: If disabled, the straight will never be made as a 1xU, 1xI type.
- Allow 4: Part: Standard\Nonstandard: If disabled the straight will never be made in 4 parts.
- Machine Cut If Cannot Decoil: Standard\Nonstandard: This option is only used when the previous options for the decoiler do not produce any valid straight types. The most common reason for this is that the checks have determined that only a 4: part straight is valid but the 'Allow 4: Part' option is disabled. If this switch is enabled, the program will set the straight to be plasma cut, using the Machine Cut options, but ignoring the checks to decide if it should be machine cut. If this switch is disabled, the program will report the straight as being invalid.
- 4: Part Always M F: If enabled then the program will always put a male and female seam allowance on each panel when the straight is cut in 4 parts. If disabled, each panel would normally have 2 male or 2 female allowances unless this made the panel too large.
- Allow Split Sides: This option is implemented for certain decoilers and should not be activated for general use.
Notches Tab
This tab specifies default behavior for cutting notches that are used throughout CAMduct.
- Tool: Specifies which tool to use for cutting notches. Select from the drop-down list.
- Marker Notch Part : These options specify how marker notch parts are handled in takeoff.
- Rectangular Depth: Specifies the depth of the marker notch for rectangular fittings.
- Rectangular Angle: Specifies the angle at which the notches will be cut for rectangular fittings.
- Round Depth: Specifies the depth of the marker notch for round fittings.
- Round Angle: Specifies the angle at which the notches will be cut for round fittings.
- Oval Depth: Specifies the depth of the marker notch for oval fittings.
- Oval Angle: Specifies the angle at which the notches will be cut for oval fittings.
- Use on Rolled Circular Branches: Specifies to place a marker notch at the front and the back of the circular branch.
- Mark Oval Collars: When this option is selected, marker notches are placed to show where to roll for the round part of the collar.
- Mark Rect Collars: When this option is selected, marker notches are placed to show where to bend the collar.
- Omit on Raw Edges: Specifies to not put (omit) a mark on an edge where no connector allowance has been applied.
- Marker Notch Hole : These options specify how marker notch holes are handled in takeoff.
- Outside: When this option is selected, a marker notch is placed on the outside of the hole, to assist in lining up the branch on the pipe.
- Depth: Specifies the depth of the marker notch hole.
- Angle: Specifies the angle of the marker notch hole.
- Vee Notch : These options specify how vee notches are handled in takeoff.
- Depth: Specifies the depth of the vee notch.
- Angle: Specifies the angle of the vee notch.
- Notch for Connector Split: Specifies the default notch for connector split. The notch type is taken from the notches that are set up in the database.
- Number Of Fold Notches: Fold notches are used for marking out where the duct is folded from. Specifies how many notches are to be cut out of a given size of duct to mark where it is to be folded. Valid settings are: None, 8, 12, 24, Max (the maximum amount per part), Max/2 (half of the maximum amount), Max/3 (one: third of the maximum amount) Max/6 (one: sixth of the maximum amount).
- Corner Notch For Splitters: If the software is used to generate splitters on some rectangular fittings, this option lets you apply a notch to the corners. From the drop: down menu, select a notch from the list available. These notches are pre: set in the Pattern database.
- Type: Specifies the default Vee notch type as either Slit or Mark. For more information, see Vee Notch Type.
Holes Tab
This tab specifies behavior for cutting holes.
- Hole Stitching: This option sets the default number of stitches and the gap size for cutting inner island holes in a part.
- Gaps: Specifies the distance between stitches to apply to the cutting of a hole.
- Quantity: Specifies the default number of stitches to apply to the cutting of a hole.
- Castle Holes : These options specify the size and angle of tabs applied to castellated holes at takeoff.
- Length: Specifies the relevant length of the castellated tab.
- Width: Specifies the width of the tab.
- Angle: Specifies the angle at which the tabs will be cut.
- Clip Holes : These options specify options for Clip holes. Clip holes are used for Valve boxes and lagging. The option needs to be enabled for individual patterns.
- Clip Hole Diameter: Specifies the hole diameter.
- 2 Clip C/L Distance: Specifies the value of the Center Line offset if using 2 rows of holes.
- 2 Clip Break Length: If the length exceeds this value, the number of clips is doubled.
- Layout: Lap Sepn: Specifies the distance between the 2 holes, with allowance.
- Layout: Lap Inset: Specifies the lap inset distance from the end of the part, with allowance.
- Layout: No Lap Sepn: Specifies the distance between the 2 holes, without allowance.
- Layout: No Lap Inset: Specifies the lap inset distance from the end of the part, without allowance.
- Fixing Holes : These options specify behavior for Fixing Holes. Fixing Holes are mainly used with insulation patterns, and these holes can be applied to the seam of a pattern. The settings specify how these holes are applied. For more information, see Add Fixing Holes.
- Hole Diameter: Specifies the diameter of the hole to be cut.
- Hole Spacing (Shoulder) Distance: Specifies the distance in, from either end of a section of a developed fitting.
- Hole Spacing (Shoulder) Fraction: Specifies the amount that any developed section of a fitting will be divided into to determine the inset position of the fixing holes.
- Spacing: Specifies hole spacing.
- Number of Holes: Specifies the number of holes.
- Hole Inset: Hole inset can be determined in two ways. The first is by setting a specific distance. In the Distance field, the value entered here will be the distance in, from either end of a section of a developed fitting. In the Fraction field, the value entered here will be the amount that any developed section of a fitting will be divided into to determine the inset position of the fixing holes. NOTE: If an amount has been entered into the Distance field, the Fraction field will be automatically over: ridden. Before the Fixing Holes can be used the Items tab within the patterns themselves has to be customized.
- Allow Holes One Side Only: When this option is selected, holes are only allowed to be cut on one side.
- Dynamic Branches: These settings specify handling for when a branch is drawn onto a pipe. When these settings are enabled, it will automatically cut out the hole ("dynamic holes") when transferred to CAM. For more information, see Creating Dynamic Branch Holes.
- Active: This option controls how the Dynamic Branch Holes feature behaves. You can configure this option to behave in three different ways. It can be set to automatic (Auto). You can turn if off (Off), or you can set it so that dynamic branch holes are added manually, but only on selected straights and branches (Manual). When set to Auto, dynamic holes will automatically be positioned (their size adjusted) and cut according to the options below (based on the connector of the branch). When set to Off, the feature is disabled and no holes are added. In this mode, there is no association between the straight and branch parts. When set to Manual, the user has to select the straight and branches, and then run the UpdateDynamicHoles command, in order to place the dynamic branch holes on the selected parts. For more information, see the "Manually Adding Dynamic Branch Holes" section in Creating Dynamic Branch Holes.
- Draw Holes: When selected, holes are drawn\displayed when the model is displayed in 3D viewers.
- Develop Holes: When selected, dynamic holes are cut on the part.
- Dynamic Hole Adjust: This option lets you adjust the size of the hole that is cut (+ve or -ve) because the hole may not be that same size as the branch. You can specify a value, or set this to use the connector adjust. When Use Connector Adjust is selected, the hole is placed according to the Dynamic Hole Adjust value that is set on the connector in the Connector database.
- Attached Items: (ESTmep only) When Ignore is selected here, attached items are ignored. When Auto Repair is selected, attached items are auto repaired.
Fit To Tab
This tab specifies behaviors used for Fit To features.
- Minimum Radius:
- Minimum Bottom Radius:
- Minimum Top Extension:
- Minimum Left Extension:
- Minimum Right Extension:
- Attempt Pattern's Original Dims:
Standards Tab
This tab specifies settings related to certain industry standards and calculation methods, such as LUKA area calculations and ANFACA area calculations.
- LUKA: These settings specify options that relate to performing LUKA area calculations. LUKA is an alternative method of area calculations most commonly used by the Dutch ductwork industry. Certain patterns are equipped with LUKA area calculations. For more information, as well as a list of the CID Numbers which include LUKA area calculation, see LUKA Patterns.
- Min Area: Specifies the minimum area used in a LUKA area calculation.
- Min Length: Specifies the minimum length used in a LUKA area calculation.
- Version: Specifies the version (1 or 2) of the LUKA calculations used. Note that version 2 of the calculations only applies to bends, drop cheek beds, and reducing radius offset patterns.
- DIN: These options specify settings for patterns that can be used as DIN patterns. DIN is an HVAC design convention or standard used primarily in Germany. DIN area calculations are supported by special DIN patterns, such as round straights, oval to rounds, rectangular bends, branches, drop cheek bends, cap ends, grills, radius offsets, reducing radius offsets, square to rounds, straights, straights with branches, tapers, tees and trousers.
- DIN Dims: Some patterns can be used both as DIN patterns and standard patterns. Enabling this option makes these patterns display their DIN dimension letters. When this option is not enabled, the normal dimension descriptions display.
- DIN No 10, 11: These settings specify DIN settings for the DIN straight patterns.
- Length Break: If the length of the straight is less than this value, the area calculation returns the value in Min Area.
- Min Area: Specifies the minimum area, in square meters, used for straights if the area calculation returns a smaller value.
- DIN No 40, 41, 50, 51: These settings specify DIN settings for the DIN taper and square to round patterns.
- Min Area: Specifies the minimum area, in square meters, used for tapers and square to round patterns if the area calculation returns a smaller value.
- DIN No 21, 31, 60, 61, 62, 70, 71, 80: These settings specify DIN settings for the DIN bend branch, offset and tee patterns.
- Min Area: Specifies the minimum area, in square meters, used for bend branch, offset and tee patterns if the area calculation returns a smaller value.
- DIN Dims: When this option is enabled, dimension letters or descriptions for these DIN patterns display.
- ANFACA: These settings specify options related to patterns that adhere to the ANFACA standard. ANFACA is an HVAC design convention or standard used primarily in Spain. ANFACA area calculations are supported by patterns such as rectangular angled tapers, bends, branches, cap ends, double offsets, double radius offsets, drop cheek bends, drop cheek junctions, grills, junctions, offsets, parkers, radius offsets, square to rounds, straights, straights with branches, tapers, tees, trousers, and the pat200 and rectangular flange standard pattern.
- Min Area: Specifies the minimum area, in square meters, used for all ANFACA patterns if the area calculation returns a smaller value.
- Use Connector UT Value: Controls whether the value Connector Collar Allowance value should be added to pattern lengths used in calculations .
- Connector Collar Allowance Minimum Length: An adjustment added to the various path lengths used in the area calculations.
- Version: The version number (1, 2 or 3) controls which version of the calculation is used for tee and trouser patterns. This option has no effect on other patterns. Trouser calculations for version 2 and 3 are identical.
- Ductboard: This option is used in CAMduct to specify settings for ductboard machines. Specifying this option displays the Ductboard dialog, which lets you specify the following options.
- Choose Machine: Normal parametric patterns always use the default cutting and marking tools. With ductboard patterns, it is necessary to specify the exact tool to be used for cutting, marking, seaming and grooving. This varies from one ductboard machine to another. The drop-down list specifies which machine should be used to process the ductboard parts. In this drop-down list, specify a flatbed cutting machine. (It is not valid to select machines which cannot process ductboard, such as linear nesting type machines.) In situations where the machine can be inferred from the material, this setting is ignored.
- Bending: When a radius bend is being formed, the wrapper panels need to be formed into a curved shape. To ease the bending, crease lines are added where the bending is required. The crease lines can either be placed at a spacing of, for example 50 mm apart, or a fixed number of crease lines can be added to each curved area of the wrapper parts.
- Minimum Size (Extension, Radius): Dimension warnings can be issued for items that have extensions or radii below certain minimum values, specified here.
-
Hole Adjust (Branch, Access Door): Specifies optional allowances for branch holes and access door holes.