Puede utilizar la pestaña de Fresado del cuadro de diálogo de Propiedades de figura de fresado para editar los atributos de fresado de una operación.
Atributos generales
Sobreesp. a verificar — Introduzca la distancia mínima a dejar alrededor de la(s) superficie(s) a verificar). Si se deja vacío, FeatureCAM utiliza el valor de Sobreesp. acabado.
Comp. hta — Active la opción para activar la compensación de herramienta en la operación.
Radio de esquina mín. — Introduzca un radio para redondear automáticamente las esquinas interiores de una figura con el radio dado. La forma de la figura no cambia, pero las trayectorias se modifican para reflejar el redondeo.
% Mín. distancia rápida — Introduzca la distancia mínima, como un porcentaje del diámetro de herramienta, en la que la herramienta puede utilizar un movimiento rápido. Los movimientos menores que esta distancia utilizan un movimiento de avance.
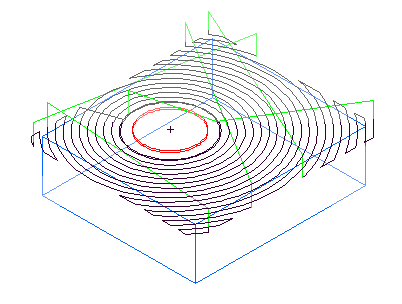
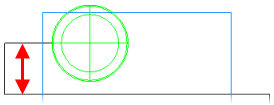
La distancia rápida mínima se aplica en el fresado 2,5D. Exprese el valor como un tanto por ciento del diámetro de la herramienta.
El ejemplo representa una figura mecanizada con un valor del 400%:
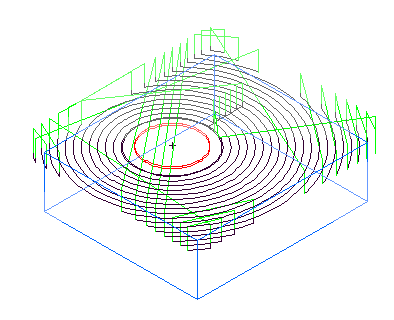
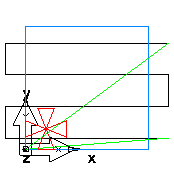
Este es el mismo ejemplo pero con una % Mín. distancia rápida del 10%. La herramienta realiza movimientos de retracción y rápidos entre pasadas.
Dist. rápida paso lateral — Esta opción determina el momento en que se producen los movimientos de retracción y de carga en los pasos laterales de saliente en las trayectorias NT. Introduzca una distancia absoluta.
Potencia objetivo — Introduzca la potencia ideal para la anchura/profundidad de corte y el avance en el tipo de material de bloque dado.
Profundidad pasante — Introduzca un valor para añadir una profundidad adicional a la figura. Todas las operaciones de la figura se actualizan para reflejar el mismo valor en este atributo. Se aplica a las figuras de ranura, agujero escalonado, ranurado, lateral y chaflán.
Bloque total — Introduzca la distancia de desfase alrededor de la figura de perfilado para utilizarla en lugar del límite del bloque en la operación actual. Esto afecta a las operaciones de desbaste y de acabado que tienen la opción de Acabar fondo activada.
Diámetro pretaladrado — Introduzca el diámetro de los agujeros de pretaladrado. El diámetro tiene que ser lo suficientemente grande como para que la herramienta de fresado pueda introducirse en el bloque.
Atributos de desbaste
Los atributos están disponibles en la pestaña de Fresado al seleccionar una pasada de desbaste en la vista de árbol.
Sobreespesor acabado inferior — Introduzca la cantidad de material que deja en el fondo de una figura después de la pasada de desbaste. Esta opción únicamente está disponible cuando la opción de Acabar fondo está seleccionada en la pestaña de Estrategia.
Pasadas limpieza — Se utiliza con un Tipo de paso lateral de Zigzag; introduzca el número de pasadas de limpieza que se va a realizar.
Cuadro de diálogo de Esquina bucle
Sobreesp. acabado — Introduzca la cantidad de material que se deja en una figura después de la pasada de desbaste. Es posible asignar valores negativos o positivos.
% máx. sobrecarga hta HSM — Cuando la herramienta está próxima a la sobrecarga, se inserta una trayectoria trocoidal para evitarla. Introduzca la sobrecarga máxima permitida como un porcentaje del paso lateral existente. Por ejemplo, si introduce un % máx. sobrecarga hta HSM de 10, los movimientos trocoidales comienzan cuando se excede la condición de sobrecarga del 10%. El atributo inicia un mecanizado trocoidal de trayectorias de espiral NT y espiral continua NT.
% esquina perfil HSM — Introduzca el valor expresado como un tanto por ciento del diámetro de la herramienta. Esto activa el ajuste con arcos de los perfiles para evitar cambios bruscos de la dirección en las trayectorias interiores. El atributo se aplica a trayectorias de espiral NT, espiral continua NT, zigzag NT y Vortex.
% sobreespesor suavizado HSM — Introduzca el sobreespesor de suavizado como un porcentaje del paso lateral existente, para sustituir el desfase estándar con uno más suave que pueda alcanzar avances superiores. El porcentaje define la desviación máxima del paso lateral existente. Por ejemplo, si introduce un % sobreespesor suavizado HSM de 40, y el paso lateral existente es de 10 mm, la desviación máxima del original al desfase de suavizado es de 4 mm.
Las ventajas son que las esquinas redondeadas sustituyen a las esquinas vivas y la continuidad de la curva (no solo la continuidad tangencial) se mantiene para prevenir cambios abruptos de la fuerza en una máquina herramienta, provocados por los giros bruscos en una trayectoria de herramienta. Este atributo se aplica a las trayectorias de espiral NT y espiral continua NT.
Diámetros(s) desbaste múlt. — Introduzca una lista de diámetros de herramienta de desbaste separados por comas, para activar las pasadas de desbaste múltiple.
Incremento Z pasada desbaste — Determina la profundidad de corte de la pasada de desbaste. Introduzca un incremento del paso para cada pasada de desbaste en la pieza. Hay varias maneras de configurar la profundidad de corte.
Opciones del modelo de restos — Haga clic en este botón para abrir el cuadro de diálogo de Configuraciones del modelo de restos. El botón está disponible al utilizar modelos de restos con trayectorias NT en operaciones de desbaste.
% Esquina de trayectoria — Para redondear las esquinas vivas, introduzca un porcentaje del diámetro de la herramienta. Suavizar las esquinas vivas de las trayectorias proporciona una velocidad de herramienta más constante y reduce la carga de la herramienta. Introduzca un radio de trayectoria mayor que el de herramienta para minimizar el tanto por ciento de la herramienta que entra en contacto con la pieza. Esto permite suficiente margen de refrigeración y evita aumentos bruscos en la carga de la herramienta cuando entra en las esquinas.
Corte trocoidal — Active esta opción para utilizar un corte trocoidal en un ranurado simple. Seleccione la dirección de los trocoides para un corte trocoidal, entre SH (sentido horario) y SAH (sentido antihorario).
Paso lateral trocoidal — Introduzca la cantidad de desplazamiento lateral entre círculos adyacentes en una trayectoria de Corte trocoidal.
Espaciado puntos mín. Vortex — Introduzca el espaciado de puntos mínimo al que la máquina herramienta puede moverse a la velocidad de avance especificada. Si la máquina herramienta tiene demasiados puntos para procesar, no puede mantener el avance especificado.
Mín. radio Vortex — Introduzca el radio mínimo de las trocoides internas. Las trayectorias Vortex utilizan movimientos trocoidales para mantener una velocidad de avance constante. Las velocidades de avance superiores necesitan un radio mínimo mayor. Si no modifica este valor, se utiliza un valor por defecto, adecuado para una máquina herramienta típica a la velocidad de avance especificada para la operación.
Distancia levantada Z Vortex — Introduzca una distancia Z para levantar la herramienta durante los movimientos trocoidales y evitar el contacto entre la herramienta y la superficie.
Atributos de acabado
Estos atributos están disponibles en la pestaña de Fresado al seleccionar una operación de acabado en la vista de árbol.
Sobreespesor excedente inferior — Introduzca la cantidad de material a dejar en el fondo de la figura después de la pasada de acabado. Es posible asignar valores negativos o positivos.
Sobreesp. semiacabado inferior — Es la cantidad de material que queda en la parte inferior de las figuras de fresado después de operaciones de semiacabado. Solo se aplica cuando los atributos de Semiacabado y Acabar fondo están seleccionados en la pestaña de Estrategia de una figura de fresado. El atributo de Sobreesp. acabado determina el sobreespesor de las paredes de una figura. Es posible asignar valores negativos o positivos.
Sobreesp. acabado — Parámetro de planeado que determina la cantidad de material que se deja después de una pasada de desbaste. Es posible asignar valores negativos o positivos.
Solape de acabado — Este atributo se aplica a las figuras definidas por perfiles cerrados y es la distancia que la herramienta solapa su punto inicial en la pasada de acabado. Introduzca la distancia absoluta.
Incremento Z pasada acabado — Por defecto, las figuras de fresado se acaban con una única pasada a lo largo de la pared de la figura.
Introduzca un número positivo en el Incremento Z pasada acabado para acabar la figura con una serie de pasadas verticales. La profundidad de cada pasada depende del valor introducido.
Pasadas de acabado — Introduzca qué número de pasadas de acabado duplicadas hacer. Si desea compensar la desviación de la herramienta, fije las Pasadas de acabado en más de 1.
% máx. sobrecarga hta HSM — Este atributo inicia el mecanizado trocoidal en trayectorias de espiral NT y espiral continua NT. Cuando la herramienta está próxima a la sobrecarga, se inserta una trayectoria trocoidal para evitarla.
% esquina perfil HSM — Este atributo se aplica a las trayectorias de espiral NT, espiral continua NT y zigzag NT. Selecciónela para activar el ajuste con arcos de los perfiles que evite los cambios bruscos de la dirección en las trayectorias interiores.
% sobreespesor suavizado HSM — Este atributo se aplica a trayectorias de espiral NT y espiral continua NT. Seleccione esta opción para sustituir el desfase estándar con uno más suave que pueda alcanzar velocidades de avance superiores.
- Se sustituyen las esquinas vivas por esquinas redondeadas.
- El paso lateral pasa de ser un valor fijo a uno variable. El porcentaje define la desviación máxima del paso lateral especificado. El porcentaje máximo es el 40% del paso lateral. De forma que, si se tiene un paso lateral de 10 mm, la desviación máxima del original al suavizado es de 4 mm.
- Mantiene la continuidad de la curvatura (no solo la continuidad tangencial) para evitar cambios bruscos de la fuerza en la máquina herramienta por los giros cerrados de la trayectoria.
Distancia rampa mín. — Este atributo se aplica a la operación de acabado. Introduzca la distancia horizontal mínima para el movimiento en rampa. Si la distancia de rampa horizontal calculada es menor que esta, la herramienta realiza un movimiento de carga en su lugar.
Movimientos en rampa por defecto en las pasadas de acabado de fresado
Diámetro de rampa — Configura un tanto por ciento del diámetro de la herramienta para generar un movimiento de herramienta que se acerque al bloque siguiendo una curva en la pasada de acabado. La herramienta realiza movimientos en arco únicamente en la distancia especificada en el sobreespesor de la pasada de acabado, por lo que el efecto del movimiento en rampa es pequeño.
Sobreespesor excedente lateral — Introduzca la cantidad de material a dejar en las paredes de la figura después de la pasada de acabado. Es posible asignar valores negativos o positivos.
Atributos de planeado
% Sobrecorte última pasada — Este atributo se aplica a una figura de planeado. Introduzca la distancia, como un porcentaje del radio de la herramienta, que la herramienta sobrepasa el límite del bloque perpendicular al mecanizado, en la dirección Y (salvo que se haya cambiado el Ángulo zigzag). El valor por defecto es del 20% del radio de la herramienta.
% Sobrecorte lateral — Introduzca la distancia, como un porcentaje del radio de la herramienta, que la herramienta mecaniza sobrepasando el límite del bloque en la dirección de mecanizado, en el eje X (salvo que se haya cambiado el Ángulo zigzag). El valor por defecto es el 100% del radio de la herramienta.
% Paso lateral — Introduzca la anchura de corte como un porcentaje del diámetro de herramienta. El valor por defecto es 85%.
El Incremento Z es la profundidad de cada pasada en la operación de planeado.
Ángulo zigzag — Introduzca el ángulo en grados (sentido antihorario desde X) que desee utilizar para mecanizar la figura de planeado.
|
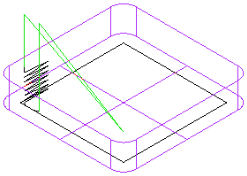
Ejemplo de una figura de planeado con un Ángulo zigzag de 0 grados, que es el valor predeterminado:
|
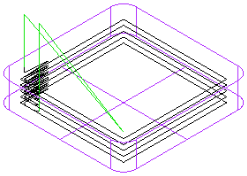
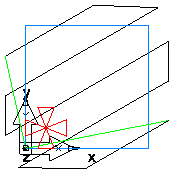
El mismo ejemplo con un Ángulo zigzag de 30 grados:
|
Atributos del roscado por interpolación o fresado de roscas
Los siguientes atributos están disponibles en la pestaña de Fresado de las figuras de roscado por interpolación.
% Modif. avance hasta fondo — Introduzca el porcentaje de la configuración de Avance que se utiliza cuando se avanza hasta el fondo.
Dist. rampa lineal — Introduzca la longitud del movimiento de aproximación lineal a una figura de roscado.
% Diámetro rampa — Este atributo controla el diámetro del arco a lo largo del cual la herramienta realiza el movimiento en rampa dentro y fuera de la figura de roscado por interpolación. Introduzca un porcentaje del diámetro de la herramienta.
Desfase ángulo rampa — Este ángulo controla los puntos inicial y final de los movimientos en rampa de una figura de roscado por interpolación. La herramienta inicia el movimiento en rampa a lo largo del arco del radio % Diámetro rampa utilizando el Desfase ángulo rampa para determinar el punto inicial del movimiento en rampa. Si el ángulo es positivo, el arco tiene sentido antihorario.
Ángulo inicial — Medido en sentido antihorario, el Ángulo inicial determina el punto inicial del roscado.
Roscas iniciales — Introduzca un valor mayor que 1 para las roscas iniciales múltiples.
Áng. aprox. inclinación — En los roscados cónicos, la trayectoria aumenta en diámetro además de moverse en Z. Los movimientos se aproximan con arcos de 3D. El Áng. aprox. inclinación es el ángulo alrededor de la rosca que se aproxima con un solo arco. Un ángulo de 360 tiene que ser divisible por el Áng. aprox. inclinación. Por ejemplo, si se fija en 90, una revolución de la herramienta se divide en cuatro arcos.
Pasante — Seleccione Pasante para aumentar la longitud del agujero en un 10% del diámetro del agujero para tener en cuenta la punta del taladro y evitar las rebabas. Si la opción de Pasante no está seleccionada, cuando se generan trayectorias se evita que la herramienta no mecanice más allá del final del roscado.
Diente exterior — Introduzca el número de dientes que están por encima (si se avanza en Z negativo) o por debajo (si se avanza en Z positivo) de la figura de roscado por interpolación para la primera pasada.
|
|
|
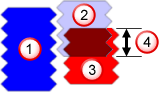
 Figura de roscado
Figura de roscado
 Revolución de herramienta 1
Revolución de herramienta 1
 Revolución de herramienta 2
Revolución de herramienta 2
 Solape de diente
Solape de diente
% Modif. avance entrada rampa — Introduzca el porcentaje de la configuración de Avance que se va a utilizar en el movimiento en rampa de entrada en la figura.
% Modif. avance salida rampa — Introduzca el porcentaje de la configuración de Avance que se va a utilizar en el movimiento en rampa de salida de la figura.
Radio de abanico — Introduzca el radio que va a utilizar para la forma del abanico. El aumento del Radio de abanico aleja el punto inicial de la trayectoria de herramienta del límite de la figura.
Ángulo de abanico — Introduzca el ángulo que va a utilizar para la forma del abanico. El ángulo de abanico es una combinación de los ángulos de entrada y salida.
Atributos de chaflán, ángulo de desmoldeo y radio inferior
Pasos de fabricación de figuras de fresado con zonas de radio inferior o secciones transversales.
Altura de cresta desmoldeo plano — Para una figura con una inclinación o un radio inferior, introduzca la altura máxima permisible de cualquier cresta dejada después de la pasada de Desmoldeo plano.
Altura de cresta desmoldeo radial — Para una figura con una inclinación o un radio inferior, introduzca la altura máxima permisible de cualquier cresta dejada después de la pasada de Desmoldeo radial.
Altura de cresta hta esférica/tórica — Si está utilizando una herramienta esférica para acabar una figura con una pared con radio inferior o inclinada, introduzca la altura máxima permisible de cualquier cresta dejada después de la Pasada de acabado.
Atributos de fresado multiejes
Las figuras de fresado y taladrado multiejes tienen estos atributos.
Coordenada X índice — Existe la posibilidad de introducir la coordenada X absoluta para el movimiento de retracción del índice.
Coordenada Y índice — Existe la posibilidad de introducir la coordenada Y absoluta para el movimiento de retracción del índice.
Coordenada Z índice — Existe la posibilidad de introducir la coordenada Z absoluta para el movimiento de retracción del índice.
Si no introduce una coordenada, el valor de la Dist. seg. índice Z se utiliza para el movimiento de retracción del índice. Dist. seg. índice Z es una distancia de seguridad por encima del cilindro que delimita al bloque. Puede que el valor de Z para el indexado quede fuera del rango válido para la máquina. O los movimientos de retracción pueden ser menos eficientes si la pieza tiene una forma irregular.
Ángulo orientación — Introduzca la posición inicial del eje C de la pieza en la máquina al principio de la operación.