Menu Position 5-axes — Il y a souvent une option d'orientation alternative pour accéder à une face. Sélectionnez parmi :
- Standard — L'orientation par défaut.
- Alternative — L'orientation alternative à la valeur par défaut.
- Utiliser les préférences Post-pro — Utilise la position (Positive ou Négative) définie dans XBUILD dans la boite de dialogue Cinq axes pour l'option Orientation préférée du premier axe rotatif.
- Utiliser les limites d'axe — Laissez FeatureCAM sélectionner l'orientation la mieux adaptée dans les limites d'axe définies dans le fichier MD.
Surépaisseur de garde — Entrez la distance minimum que vous voulez laisser autour des surfaces de garde. Si ceci est laissé vide pour la passe d'ébauche, la valeur de surépaisseur de finition est utilisée. Si ceci est laissé vide pour la passe de finition, la valeur de surépaisseur de reste est utilisée. Vous pouvez entrer une valeur positive ou négative. Définissez les surfaces de garde dans l'onglet Dimensions .
Surépaisseur axiale de garde — Entrez la quantité de matière axiale (Z) à laisser sur une surface contrôlée. Si vous entrez une valeur pour la surépaisseur axiale de garde, la valeur de surépaisseur de garde est appliquée à la surface de garde radiale (XY) uniquement. Si vous laissez vide la surépaisseur de finition axiale, la valeur pour la surépaisseur de garde est appliquée aux surfaces de garde axiales et radiales. Vous pouvez entrer une valeur positive ou négative.
% rayon de coin — Ce réglage évite les changements brusques de direction en insérant un arc. Pour l'activer, entrez un pourcentage du diamètre d'outil à utiliser pour le rayon d'arc.
Direction — Cliquez sur ce bouton pour ouvrir la boite de dialogue Direction d'usinage.
Surépaisseur de finition — Entrez la quantité de matière à laisser sur une feature après la passe d'ébauche. Vous pouvez entrer une valeur positive ou négative.
Surépaisseur de finition axiale — Entrez la quantité de matière axiale (Z) à laisser sur une feature après la passe d'ébauche. Si vous entrez une valeur pour la surépaisseur de finition axiale, la valeur pour la surépaisseur de finition est appliquée à la matière radiale (XY). Si vous laissez vide la surépaisseur de finition axiale, la valeur pour la surépaisseur de finition est appliquée à la matière axiale et radiale. Vous pouvez entrer une valeur positive ou négative.
Support surface plane — Il y a trois options pour le support surface plane.
- Inactif — Sélectionnez cette option pour ignorer les zones planes et calculer les tranches Z à un incrément Z constant.
- Niveau — Sélectionnez cette option pour insérer des niveaux supplémentaires au-dessus de chaque surface plane et pour usiner les niveaux Z plats entiers. Cela assure que la surépaisseur de finition sont appliquée avec précision.
- Zone — Sélectionnez cette option pour insérer des niveaux supplémentaires au-dessus de chaque surface plane et pour usiner des zones plates uniquement. Cela assure que la surépaisseur de finition sont appliquée avec précision.
Découpe de parcours en collision de porte-outil — Recoupe le parcours d'outils où le porte-outil ou le corps entre en collision avec la surface de pièce ou avec la surface de garde, ou le brut non-usiné. Sélectionnez Découpe de parcours en collision de porte-outil dans l'onglet Stratégie de la feature pour l'activer. Quand elle est activée, ces options sont affichées :
- Garde de porte-outil — Entrez la distance de garde pour le porte-outil. Le parcours d'outil est recoupé où le porte-outil se déplace dans cette distance d'une surface de pièce ou d'une surface de garde.
- Garde de corps — Entrez la distance de garde pour le corps de l'outil. Le parcours d'outil est recoupé où le corps se déplace dans cette distance d'une surface de pièce ou d'une surface de garde.
Coordonnée X indexage — Entrez, éventuellement, la coordonnée absolue de X à utiliser pour le mouvement de retrait d'indexage.
Coordonnée Y indexage — Entrez, éventuellement, la coordonnée absolue de Y à utiliser pour le mouvement de retrait d'indexage.
Coordonnée Z indexage — Entrez, éventuellement, la coordonnée absolue de Z à utiliser pour le mouvement de retrait d'indexage.
Si vous n'entrez pas de coordonnée, la valeur de garde d'indexage Z est utilisée pour le mouvement de retrait d'indexage. La garde d'indexage Z est une distance de dégagement au-dessus du brut cylindrique. Cela peut entraîner une valeur Z pour l'indexage qui est en dehors de la gamme valide pour la machine. Elle peut également entraîner des mouvements de retraits moins efficaces si la pièce à une forme irrégulière.
Angle d'orientation — Entrez la position initiale de l'axe-C de la pièce dans la machine au départ de l'opération.
Distance maxi accostage — Ceci s'applique à l'accostage linéaire ou hélicoïdal.
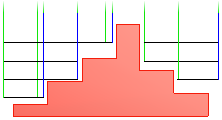
Distance rapide mini — Entrez la distance minimum, en pourcentage du diamètre d'outil, avec laquelle l'outil peut se déplacer en mouvement rapide. Les mouvements plus petits que cette distance utilisent un mouvement d'avance.
La distance rapide mini s'applique au fraisage 2,5D. Spécifiez la valeur en pourcentage du diamètre d'outil.
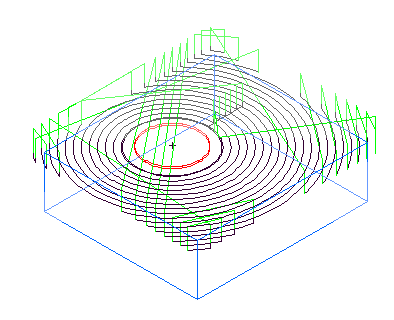
Cet exemple montre une découpe de feature avec une valeur de 400% :
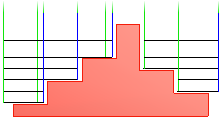
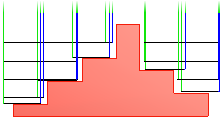
Ceci est le même exemple avec la distance rapide mini définie à 10% et l'outil se retire et se déplace en mouvements rapides entre les passes.
Nouvelle valeur — Pour changer la valeur d'un attribut dans la liste, sélectionnez-le d'abord, puis entrez la nouvelle valeur. Cliquez sur le bouton Définir pour enregistrer la nouvelle valeur.
Options de sortie — Cliquez sur ce bouton pour ouvrir la boite de dialogue Options de sortie.
Remplacement d'avance en plongée — Entrez le pourcentage du réglage d'avance à utiliser pendant une plongée dans la matière. Par exemple, si l'attribut d'avance est de 2000 mm/min et que vous avez défini le remplacement d'avance en plongée à 50%, l'avance en plongée résultante est de 1000 mm/min.
Point(s) de plongée — Choisissez, éventuellement, des points de plongée pour remplacer les points automatiquement sélectionnés pour une opération de pré-perçage.
Trier — Activez cette option pour créer une stratégie en profondeur d'abord. Avec Trier désactivé, chaque niveau Z est complètement ébauché avant de passer à une profondeur inférieure.
RAZ tout — Cliquez sur ce bouton pour remettre tous les attributs à leur valeur par défaut.
Retrait/Plongée — Cliquez sur ce bouton pour ouvrir la boite de dialogue Retrait et plongée.
Enchaînement d'ébauche %— Entrez la distance entre les trous de plongée de la même rangée, en pourcentage du diamètre d'outil.
Définir — Vous devez cliquer sur le bouton Définir pour enregistrer une nouvelle valeur pour l'attribut sélectionné.
Distance liaison rapide — Ceci est utilisé pour choisir de se déplacer en mouvement d'avance ou rapide entre les parcours d'outils.
Puissance cible — Ceci est la puissance idéale pour la profondeur/largeur de coupe et l'avance dans le type de matière spécifié.
Tolérance — Cet attribut contrôle la précision de suivi du parcours d'outils par rapport à la surface. Si la pièce apparaît en facettes, définissez la tolérance à une valeur inférieure.
% coin parcours — Cela active le lissage raceline en remplaçant les coins vifs par des coins arrondis. Lisser les coins vifs des parcours d'outils donne une vitesse d'outil plus constante et réduit la charge sur l'outil. Entrez un rayon de parcours d'outils plus grand que le rayon de l'outil pour minimiser le pourcentage de l'outil que est en contact avec la pièce. Cela permet un refroidissement suffisant et évite des augmentations brusques de la charge sur l'outil quand il entre dans les coins.
Brut total — Ceci contrôle l'extension des parcours d'outils.
Case à cocher Usinage trochoïdal — Sélectionnez cette option pour remplacer les découpes lourdes par de petites découpes circulaires pour réduire la charge sur l'outil. Ceci est disponible uniquement si une stratégie Décalage/spirale ou Zigzag est utilisée.
Annuler — Cliquez sur ce bouton pour ramener la valeur de l'attribut sélectionné à sa valeur par défaut.
Espacement de points mini Vortex — Entrez l'espacement de points minimum auquel la machine-outil peut se déplacer à l'avance spécifiée. Si la machine-outil a trop de points à traiter, elle ne peut pas maintenir l'avance spécifiée. Vous devez sélectionner l'option Vortex dans l'onglet Stratégie pour accéder à cet attribut.
Rayon mini Vortex — Entrez le rayon minimum des trochoïdes internes. Les parcours d'outils Vortex utilisent des mouvements trochoïdaux pour maintenir une avance constante. Des avances plus élevées requièrent un rayon minimum plus grand. Si vous ne remplacez pas cette valeur, une valeur par défaut est utilisée, qui est adaptée à une machine-outil typique à l'avance spécifiée pour l'opération. Vous devez sélectionner l'option Vortex dans l'onglet Stratégie pour accéder à cet attribut.
Distance de montée Z Vortex — Entrez une distance Z pour remonter l'outil pendant les mouvements trochoïdaux pour éviter le contact entre l'outil et la surface. Vous devez sélectionner l'option Vortex dans l'onglet Stratégie pour accéder à cet attribut.
Z final — Entrez la distance le long de l'axe Z en-dessous de laquelle l'opération ne fraise pas.
Incrément Z — Entrez la distance avec laquelle l'outil descend sur l'axe Z avec chaque passe. Ceci est utile si la profondeur de passe par défaut laisse un excédent de matière sur la pièce. Quand l'enchaînement crête est activé, cet attribut n'est pas disponible.
Z départ — Entrez la distance le long de l'axe Z où l'opération de fraisage démarre. Vous pouvez utiliser ceci pour gagner du temps si la matière brute a déjà été usinée dans une opération antérieure.