旋盤輪郭粗取り加工法
旋盤輪郭粗取り加工法では、目的のパーツ形状に近い形状を実現するために、ストックの最大量をできるだけ早く除去します。
粗取りされたパーツは表面仕上げが悪く、寸法も不正確です。ただし、粗取りのおかげで、次の加工操作がより効率的になります。
旋盤モードとサイクル
この加工法では、選択した旋盤モードに応じて、パーツの外径(外側輪郭)または内径(内側輪郭)からストックを除去します。
旋盤輪郭粗取り加工法では、異なる工具方向を用いて外径からマテリアルを除去します。
[パス]タブの[サイクル]オプションを備えたモードにより、工具の切削方向が決まります。次のオプションからサイクルを選択することができます。
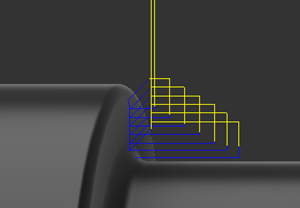
- 垂直パス: 工具はストックのフロントからバックに向かって切削します。
- 水平パス: 工具は、外側輪郭で外側から中心線に向かって切削します。内側輪郭の場合、工具は中心線から外側に向かって切削します。
- バック切削: 工具はストックのバックからフロントに向かって切削します。
溝の抑制
工具とパーツにかかる応力を軽減するために、[ジオメトリ]タブでツールパスの加工溝を抑制することができます。選択した溝面に応じて、[溝の抑制]はその溝を加工から除外するか、より浅い溝を加工します。大きな切削力は、工具の損傷や表面仕上げの不良につながる可能性があります。溝を浅く加工することで、切削力をより広い面積に分散させ、切削力を軽減することができます。
溝切り: 溝を加工する
パーツのすべての溝にツールが入らないようにするには、[パス]タブの[溝切り]ドロップダウンから次のいずれかのオプションを選択します。
- 軸方向アンダーカット
- 径方向アンダーカット
- 軸方向および径方向アンダーカット
また、アンダーカット加工を防ぐこともできます。アンダーカット加工の効率は、工具のジオメトリによって異なります。
切削の深さ
旋盤輪郭粗取り加工法を使用すると、等しい切り込み深さのツールパスを生成することができます。これを実現するには、[パス]タブで[均等な切削の深さ]を選択します。
また、[パス]タブで[最大切削深さ]の値を指定して、各切削で除去するストックの最大量を制御することもできます。値が大きいほど、ストックの除去が速くなります。工具の応力は、ストックの除去速度が増加するにつれて増加します。
詳細については、「旋盤輪郭粗取り加工」のビデオをご覧ください。
壁のパスをスキップ
工具移動の数を減らして、粗取りツールパスの時間を節約することができます。[パス]タブで、 [壁のパスをスキップ] をオンにすると、切削動作の後のカスプのクリーンアップ動作をスキップできます。粗取り加工ツールパスの後は、仕上げツールパスを実行して、目的の表面仕上げを実現します。
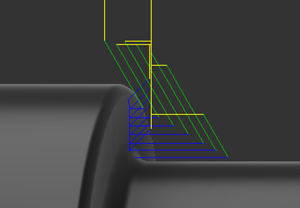
角度付き進入動作
工具寿命を延ばすために、パーツをストック領域に直接プランジするのではなく、傾斜するように角度を付けて進入させることができます。進入動作の方向は、セットアップ Z 軸から反時計回りに測定されます。すべての角度付き進入は、モデルに対してガウジがないかチェックされます。クリアランス(ストックからの増分距離)を指定して進入動作の開始を設定し、送り速度を設定できます。
 |
 |
| ストックへのプランジ | ストックへの角度付き進入ランプ |