Menu Posição 5-eixos — Geralmente existe uma opção de orientação alternativa para acessar uma face. Selecione entre:
- Padrão — A orientação padrão.
- Alternar — A orientação alternativa.
- Usar Preferência PósProc — Utiliza a posição (Positiva ou Negativa) definida no XBUILD no diálogo Cinco Eixos para a opção Orientação preferencial do eixo rotativo primário.
- Usar Limites de Eixo — Permitir que o FeatureCAM selecione a orientação que melhor se ajuste dentro dos limites de eixo definidos no arquivo MD.
Sobremetal verificação — Insira a mínima distância que você deseja deixar em torno das superfícies de controle. Se deixado em branco para um passo de desbaste, o valor de Sobremetal de acabamento é utilizado. Se deixado em branco para um passo de acabamento, o valor de Sobremetal de excesso é utilizado. Você pode inserir um valor positivo ou um valor negativo. Configure as Superfícies de controle na guia Dimensões.
S-metal axial de verificação — Insira a quantidade de material axial (Z) a ser deixado numa superfície de controle. Se você inserir um valor para S-metal axial de verificação, o valor para Sobremetal verificação é aplicado apenas a superfícies radiais (XY) de controle. Se você deixar S-metal axial de verificação em branco, o valor para Sobremetal verificação é aplicado às superfícies de controle axial e radial. Você pode inserir um valor positivo ou um valor negativo.
% Raio de canto — Essa configuração evita mudanças acentuadas de direção inserindo um arco. Para habilitar isso, insira uma porcentagem do diâmetro da ferramenta a ser utilizado para o raio do arco.
Direção — Clique nesse botão para exibir o diálogo Direção Corte.
S-metal de acab. — Insira a quantidade de material a ser deixado numa figura após o passo de Desbaste. Você pode inserir um valor positivo ou um valor negativo.
S-metal axial de acab. — Insira a quantidade de material axial (Z) a ser deixado numa figura após o passo de Desbaste. Se você inserir um valor para S-metal axial de acab, o valor para S-metal de acab. é aplicado ao material radial (XY). Se você deixar S-metal axial de acab. em branco, o valor para S-metal de acab. é aplicado ao material axial e radial. Você pode inserir um valor positivo ou um valor negativo.
Suporte superf plana — Existem três opções para Suporte superf plana:
- Desl. — Selecione essa opção para ignorar áreas planas e calcular níveis Z em incremento Z constante.
- Nível — Selecione essa opção para inserir níveis adicionais acima de cada superfície plana e usinar níveis planos Z inteiros. Isso assegura que o Sobremetal de acabamento seja aplicado com precisão.
- Área — Selecione essa opção para inserir níveis adicionais acima de cada superfície plana e usinar apenas áreas planas. Isso assegura que o Sobremetal de acabamento seja aplicado com precisão.
Trimagem em Colisão do Suporte — Trima o percurso onde o suporte ou haste colide com uma superfície da peça, superfície de controle ou material não usinado. Selecione Trimagem em colisão do suporte na guia Estratégia da figura para habilitar. Quando habilitadas, essas opções são exibidas:
- Folga do suporte — Insira a distância de folga para o suporte da ferramenta. A ferramenta é trimada onde o suporte se move dentro dessa distância de uma superfície da peça ou superfície de controle.
- Folga da haste — Insira a distância de folga para a haste da ferramenta. A ferramenta é trimada onde a haste se move dentro dessa distância de uma superfície da peça ou superfície de controle.
Coord X índice — Opcionalmente insira a coordenada X absoluta usada para o movimento de retração de indexação.
Coord Y índice — Opcionalmente insira a coordenada Y absoluta usada para o movimento de retração de indexação.
Coord Z índice — Opcionalmente insira a coordenada Z absoluta usada para o movimento de retração de indexação.
Se você não inserir uma coordenada, o valor Folga indexação Z para o movimento de retração de indexação é utilizado. Folga indexação Z é uma distância de folga acima do cilindro limitante do bloco. Isso pode resultar num valor Z para indexação que se encontra fora do intervalo válido para a máquina. Também pode resultar em movimentos de retração menos eficientes se a peça apresentar uma forma irregular.
Âng. orientação — Insira a posição eixo-C inicial da peça na máquina no início da operação.
Dist. máx. de rampa — Aplica-se a rampa linear ou helicoidal.
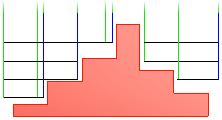
% Mínima dist. rápida — Insira a distância mínima, como uma porcentagem do diâmetro da ferramenta, ao longo da qual a ferramenta pode utilizar um movimento rápido. Movimentos menores que essa distância utilizam um movimento de avanço.
Distância rápida mínima aplica-se a fresamento 2.5D. Especifique o valor como uma porcentagem do diâmetro da ferramenta.
Este exemplo mostra uma figura cortada com um valor de 400%:
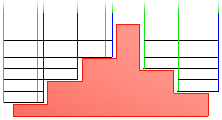
Este é o mesmo exemplo com Mínima dist. rápida configurada como 10% e a ferramenta retrai e avança rápido entre passos.
Novo Valor — Para alterar o valor de um atributo na lista, primeiro selecione o atributo e então insira o novo valor. Clique no botão Config. para salvar o novo valor.
Opções de Saída — Clique nesse botão para exibir o diálogo Opções de Saída.
% Sobreposição de avanço de mergulho — Insira a porcentagem da configuração de Avanço a ser utilizada durante um mergulho no material. Por exemplo, se o atributo Avanço for 2000 MMPM e você configurar % Sobreposição de avanço de mergulho como 50, o avanço resultante para o mergulho inicial é 1000 MMPM.
Pts de mergulho — Opcionalmente, selecione pontos de mergulho para substituir o ponto automaticamente selecionado para uma operação de Pré-furação.
Reordenar — Habilite essa opção para criar uma estratégia profundidade-primeiro. Com Reordenar desligado, cada nível Z é completamente desbastado antes de seguir para uma profundidade inferior.
Restaurar — Clique nesse botão para restaurar todos os atributos na guia aos seus valores padrão.
Retrair/Mergulho — Clique nesse botão para exibir o diálogo Retrair e Mergulhar.
% Passo lateral de desbaste — Insira a distância entre furos de mergulho na mesma linha, como uma porcentagem do diâmetro da ferramenta.
Config. — Você precisa clicar no botão Config. para salvar um Novo Valor para o atributo selecionado.
Dist. rápida de passo lat. — Isso é utilizado para determinar se movimento de avanço ou rápido ocorre entre percursos.
Potência alvo — É a potência ideal para a largura/profundidade de corte e avanço no tipo de bloco material especificado.
Tolerância — Esse atributo controla a precisão com que o percurso segue a superfície. Caso sua peça pareça facetada, configure a tolerância para um valor menor.
% Canto do percurso — Habilita suavização raceline substituindo cantos vivos por cantos arredondados. Arredondar os cantos vivos dos percursos proporciona uma velocidade de ferramenta mais constante e reduz a carga de ferramenta. Insira um raio de percurso maior que o raio da ferramenta para minimizar a porcentagem da ferramenta que entra em contato com a peça. Isso proporciona refrigeração suficiente e evita aumentos acentuados na carga da ferramenta conforme a ferramenta acessa os cantos.
Material ttl — Controla a extensão dos percursos.
Corte trocoidal — Selecione essa opção para substituir cortes pesados por cortes circulares menores para reduzir a carga na ferramenta. Isso somente está disponível se uma estratégia Offset/espiral ou Zigzag for utilizada.
Voltar — Clique nesse botão para retornar o atributo selecionado para o valor padrão.
Espaçam. mín de pto Vortex — Insira o espaçamento de ponto mínimo em que a máquina ferramenta pode mover-se no avanço especificado. Se a máquina ferramenta tiver pontos em excesso para processar, não pode sustentar o avanço especificado. Você precisa selecionar a opção Vortex na guia Estratégia para acessar esse atributo.
Raio mín Vortex — Insira o raio mínimo dos trocóides internos. Percursos Vortex utilizam movimentos trocoidais para manter um avanço constante. Avanços maiores exigem um raio mínimo maior. Se você não substituir esse valor, um valor padrão adequado para uma máquina ferramenta típica no avanço especificado para a operação é utilizado. Você precisa selecionar a opção Vortex na guia Estratégia para acessar esse atributo.
Distância Vortex de elevação Z — Insira uma distância Z para elevar a ferramenta durante movimentos trocoidais para evitar contato entre a ferramenta e a superfície. Você precisa selecionar a opção Vortex na guia Estratégia para acessar esse atributo.
Z final — Insira a distância ao longo do eixo Z abaixo da qual a operação não fresa.
Incremento Z — Insira a distância pela qual a ferramenta é movida para baixo no eixo Z em cada passo. Isso é útil se o passo vertical padrão estiver deixando excesso de material na peça. Quando Passo lateral de crista estiver habilitado, esse atributo não está disponível.
Z inicial — Insira a distância ao longo do eixo Z onde a operação de fresamento começa. Pode ser utilizado para economizar tempo caso o bloco de material já tenha sido usinado numa operação anterior.