注射成型仿真中的标准结果
标准注射成型结果在整个分析过程中生成,而且只要结果可用,您就可以立即查看它们,即使分析未完成也是如此。标准结果位于“结果”浏览器的“填充 + 保压”或“翘曲”节点中。
- 浏览器的“填充 + 保压”结果为您提供了诸如以下数据:塑料如何流过型腔、塑料流动在不同时间的温度、塑料在何处固化、流动前沿相遇位置、可能出现缩痕的位置、塑料冷却到顶出温度所花费的时间等。
- 浏览器的“翘曲”节点中的结果提供了有关塑料在冷却到室温时可能如何收缩的信息,以及零件因此可能如何发生翘曲。
| 结果名 | 样例 | 显示... | 访问 |
|---|---|---|---|
| 气穴 | 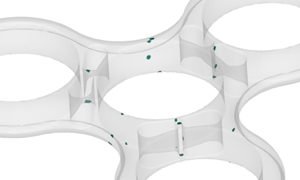 |
塑料流动前沿从不同方向汇合时困住空气的位置和可能性。气穴可能导致表面瑕疵和填充不完整,并且可以通过充分的排气来防止。 | 浏览器 |
| 平均温度(填充末端) | 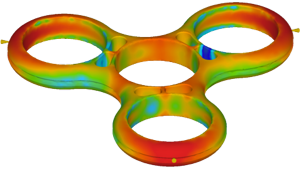 |
填充结束时零件厚度上的平均温度。过低的温度可能导致填充问题,而过高的温度可能导致较长的冷却时间。 | 浏览器 |
| 变形(所有因素) | 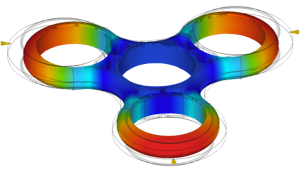 |
由零件收缩和翘曲组合产生的最终形状。翘曲是由收缩率变化引起的,并受零件设计、工艺设置和材料的影响。 | 浏览器 |
| 填充动画 |  |
塑料填充模具型腔的进度,这会影响零件质量。检查未填充区域、熔接线和气穴。 | 浏览器 |
| 填充可行性 | 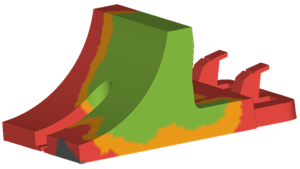 |
填充零件的容易程度。尝试减少橙色和红色区域,以降低填充不完整(短射)的风险。 | 浏览器 |
| 从注射位置填充 | 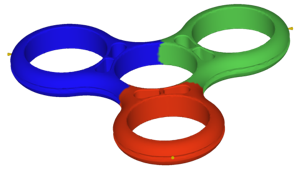 |
对于具有多个浇口的零件,指示材料来自哪个浇口。检查表示填充不均匀的不均匀颜色分布。 | 浏览器 |
| 流动前沿温度 | 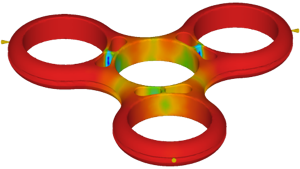 |
塑料流动前沿达到任何给定区域时的温度。若要避免质量问题,请将温度变化保持在 2-5°C 以内。 | 浏览器 |
| 注射压力 | 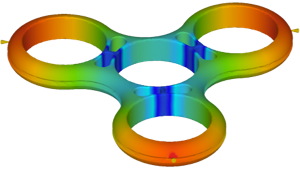 |
将塑料从注射位置推入零件所需的压力。注射压力不应超过注塑机注射压力容量的 50%(对于默认注塑机注射压力容量为 90 MPa)。 | 浏览器 |
| 质量预测 |  |
零件成型的程度以及可能出现问题的位置。尝试减少橙色和红色区域,以降低出现质量问题的风险。 | 浏览器 |
| 缩痕深度 | 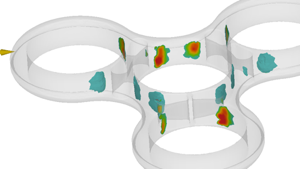 |
指示表面上是否存在凹陷及其位置,凹陷会导致出现可见瑕疵。缩痕通常由表面相对面上的特征引起。 | 浏览器 |
| 固化塑料(填充末端) | 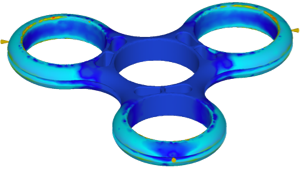 |
有多少塑料横截面在填充阶段结束时已固化,这会影响翘曲。零件在填充末端的冻结率应小于 25%。 | 浏览器 |
| 固化塑料(顶出) |  |
顶出时,有多少塑料横截面已固化。固化量可以影响翘曲,理想情况下,零件在顶出时应至少固化 80%。 | 浏览器 |
| 达到顶出温度的时间 | 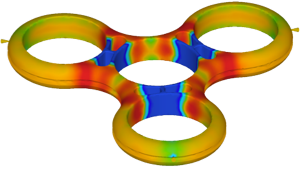 |
塑料充分冻结以便顶出所需的时间。查找具有明显更长顶出时间的区域。将整个零件的时间变化降至最小。 | 浏览器 |
| 体积收缩率(顶出) | 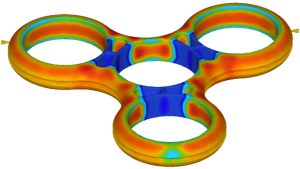 |
塑料固化时的体积减少分布(以百分比表示)。将收缩率变化降至最小,以降低翘曲风险。 | 浏览器 |
| 翘曲公差 |  |
零件翘曲超出公差阈值(以红色表示)的位置。翘曲是由收缩率变化引起的,并受零件设计和工艺设置的影响。 | 浏览器 |
| 熔接线 |  |
两个流动前沿相遇的位置。熔接线可能会产生瑕疵点和/或可见瑕疵。避免在美学面或需要高强度的区域上出现熔接线。 | 浏览器 |