터닝 프로파일 황삭 전략
터닝 프로파일 황삭 전략은 원하는 부품 형상에 가까운 쉐이프를 얻기 위해 가능한 한 빠르게 최대 양의 스톡을 제거합니다.
거칠게 만든 부품은 곡면 마감이 불량하고 치수 면에서 부정확합니다. 그러나 황삭 작업 덕분에 다음과 같은 기계가공 작업의 효율성이 높아집니다.
터닝 모드 및 주기
이 전략은 선택한 터닝 모드에 따라 부품의 외부 지름(외부 프로파일링) 또는 내부 지름(내부 프로파일링)에서 스톡을 제거합니다.
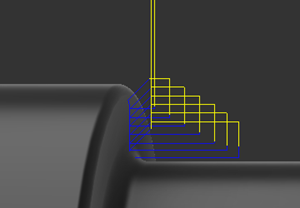
다른 도구 방향을 사용하여 외부 지름에서 재료를 제거하는 터닝 프로파일 황삭.
절삭조건 탭의 주기가 있는 모드 옵션은 도구의 절단 방향을 결정합니다. 다음을 사용하여 주기를 선택할 수 있습니다.
- 수직 절삭조건 - 도구가 전면에서 스톡 뒷면으로 절단합니다.
- 수평 절삭조건 - 도구가 외부에서 외부 프로파일링을 위한 중심선으로 절단합니다. 내부 프로파일링의 경우 도구는 중심선에서 외부로 절단합니다.
- 뒷면 절단 - 도구가 뒷면에서 스톡 전면 쪽으로 절단합니다.
그루브 억제
도구와 부품의 응력을 줄이려면 형상 탭에서 도구 경로의 기계가공 그루브를 억제할 수 있습니다. 선택한 그루브 면에 따라 그루브 억제는 기계가공에서 그루브를 제외하거나 더 얕은 그루브를 기계가공합니다. 절단력이 크면 도구가 손상되고 곡면 마무리가 불량해질 수 있습니다. 더 얕은 그루브를 기계가공하면 더 큰 영역에 분산하여 절단력을 줄일 수 있습니다.
그루빙 - 그루브 기계가공
공구가 부품의 모든 그루브에 진입하지 않게 하려면 절삭조건 탭의 그루빙 드롭다운에서 다음 옵션 중 하나를 선택합니다.
- 축 언더컷
- 반지름 언더컷
- 축 및 반지름 언더컷.
언더컷 기계가공을 방지할 수도 있습니다. 언더컷 기계가공의 효율성은 도구 형상에 따라 다릅니다.
절단 깊이
터닝 프로파일 황삭 전략을 사용하면 절단의 깊이가 동일한 툴패스를 생성할 수 있습니다. 이 작업을 수행하려면 절삭조건 탭에서 절단의 균등 깊이를 선택합니다.
또한 절삭조건 탭에서 최대 절삭 깊이 값을 지정하여 각 절삭에서 제거할 최대 스톡 양을 제어할 수 있습니다. 값이 클수록 스톡 제거가 빨라집니다. 스톡 제거 속도가 높아지면 도구 응력의 양이 증가합니다.
자세한 내용은 터닝 프로파일 황삭 동영상을 시청하십시오.
벽 패스 건너뛰기
공구 이동 수를 줄여 황삭 툴패스에서 시간을 절약할 수 있습니다. 패스 탭에서 벽 패스 건너뛰기를 선택하여 매 절단 이동 후에 커스프 정리 이동을 건너뜁니다. 황삭 툴패스가 끝나면 정삭 툴패스로 후속 조치를 취하여 원하는 곡면 마무리를 얻습니다.
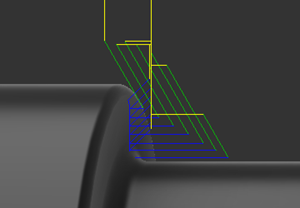
각진 항목 이동
공구 수명을 향상시키기 위해 부품을 직접 플런징하는 대신 스톡 영역으로 램프되도록 비스듬히 입력할 수 있습니다. 진입 이동 방향은 설정 Z축에서 반시계 방향으로 측정됩니다. 모든 각진 항목 리드는 모형에 대한 가우징이 있는지 확인합니다. 스톡에서 증분 거리인 틈새를 지정하여 리드인 이동의 시작을 설정한 다음 이송 속도를 설정할 수 있습니다.
 |
 |
| 플런지 스톡 | 스톡으로 진입하는 각진 항목 |