Vous pouvez utiliser l'onglet Fraisage de la boite de dialogue de propriétés de feature de fraisage pour éditer les attributs de fraisage pour une opération.
Attributs généraux
Surépaisseur de garde — Entrez la distance minimum que vous voulez laisser autour des surfaces de garde. Si laissé vide, FeatureCAM utilise la valeur de surépaisseur de finition .
Compensation d'outil. — Activez cette option pour activer la compensation d'outil pour l'opération.
Rayon de coin mini — Entrez un rayon pour arrondir automatiquement les coins internes d'une feature par le rayon spécifié. La forme de la feature ne change pas, mais les parcours d'outils sont modifiés pour refléter l'arrondissement.
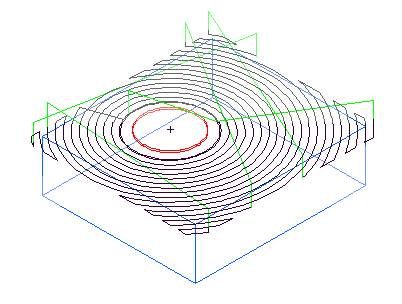
Distance rapide mini — Entrez la distance minimum, en pourcentage du diamètre d'outil, avec laquelle l'outil peut se déplacer en mouvement rapide. Les mouvements plus petits que cette distance utilisent un mouvement d'avance.
La distance rapide mini s'applique au fraisage 2,5D. Spécifiez la valeur en pourcentage du diamètre d'outil.
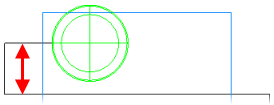
Cet exemple montre une découpe de feature avec une valeur de 400% :
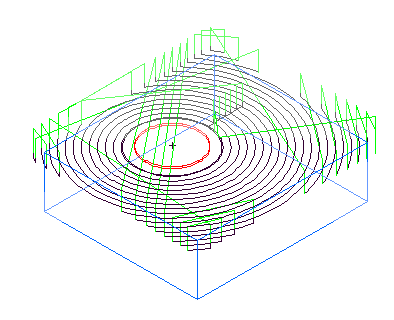
Ceci est le même exemple avec la distance rapide mini définie à 10% et l'outil se retire et se déplace en mouvements rapides entre les passes.
Distance liaison rapide — Cette option contrôle le moment où se retirer et de plonger sur le bossage sans usinage du parcours d'outil NT. Entrez une distance absolue.
Puissance cible — Entrez la puissance idéale pour la largeur/profondeur de passe et l'avance sur le type de matière de brut spécifié.
Prof. dépassement — Entrez une valeur pour ajouter une profondeur supplémentaire à la feature. Toutes les opérations dans la feature sont mises à jour pour avoir la même valeur pour cet attribut. Cela s'applique aux features de fente, de multi-alésage, de rainure, de contournage et de chanfrein.
Brut total — Entrez une distance de décalage autour d'une feature de profil à utiliser plutôt que la frontière du brut pour l'opération actuelle. Cela s'applique aux opérations d'ébauche et de finition quand Finition de fond est activé.
Diamètre de pré-perçage — Entrez le diamètre des trous de pré-perçage. Assurez-vous que le diamètre soit assez large pour permettre à l'outil de fraisage d'entrer dans le brut.
Attributs d'ébauche
Ces attributs sont disponibles dans l'onglet Fraisage quand vous sélectionnez une passe d'ébauche dans l'arbre de construction.
Surépaisseur de finition de fond — Entrez la quantité de matière à laisser sur le fond d'une feature après la passe d'ébauche. Ceci est disponible uniquement quand Finition de fond est sélectionné dans l'onglet Stratégie.
Passe de nettoyage — Utilisé avec un enchaînement de type Zigzag, entrez le nombre de passe de nettoyage dans la machine.
Boite de dialogue Coin trochoïdal
Surépaisseur de finition — Entrez la quantité de matière à laisser sur une feature après la passe d'ébauche. Vous pouvez entrer une valeur positive ou négative.
% Surcharge d'outil max UGV — Quand l'outil approche de la surcharge, un parcours trochoïdal est inséré pour éviter la surcharge. Entrez la surcharge maximale admissible en pourcentage de l'enchaînement existant. Par exemple, si vous entrez une % surcharge d'outil maxe UGV de 10, des mouvements trochoïdaux démarrent quand une condition de surcharge de 10% est dépassée. Cet attribut provoque un usinage trochoïdal pour parcours d'outil Spirale NT et en Spirale continue NT.
% Coin contour UGV — Entrez la valeur en pourcentage du diamètre d'outil. Cela permet un ajustement d'arc de profils pour éviter les changements brusques de direction dans les parcours internes. Cet attribut s'applique au parcours Spirale NT, Spirale continue NT, ZigZag NT et Vortex.
% Distance de lissage UGV — Entrez la surépaisseur de lissage en pourcentage de l'enchaînement existant, pour remplacer le décalage standard avec un plus lisse qui peut atteindre des avances plus élevées. Le pourcentage définit la déviation maximale de l'enchaînement existant. Par exemple, si vous entrez une % distance de lissage UGV de 40 et que l'enchaînement existant est de 10 mm, la déviation maximale de l'original au décalage lissé et de 4 mm.
Les avantages sont que les coins lissés remplacent les coins vifs et la continuité de courbe (pas juste le continuité de tangence) est maintenue pour éviter les changements brusques de force sur une machine-outil causés par des virages brusques dans un parcours d'outil. Cet attribut s'applique au parcours d'outil Spirale NT et Spirale continue NT.
Multi- diam(s) d'ébauche — Entrez une liste de diamètres d'outils d'ébauche séparés par des virgules, pour activer les passes d'ébauche multiples.
Incrément Z passe ébauche — Ceci définit la profondeur de coupe pour la passe d'ébauche. Entrez un incrément de passe pour chaque passe que la routine d'ébauche effectue sur la pièce. Vous pouvez définir la profondeur de passe en différents endroits.
Options du modèle de brut — Cliquez sur ce bouton pour ouvrir la boite de dialogue Réglages du modèle de brut. Ce bouton est disponible lorsque vous utilisez un modèle de brut avec un parcours NT pour une opération d'ébauchage.
% coin de parcours — Pour arrondir des coins vifs, entrez un pourcentage du diamètre d'outil. 1 Lisser les coins vifs des parcours d'outils donne une vitesse d'outil plus constante et réduit la charge sur l'outil. Entrez un rayon de parcours d'outils plus grand que le rayon de l'outil pour minimiser le pourcentage de l'outil que est en contact avec la pièce. Cela permet un refroidissement suffisant et évite des augmentations brusques de la charge sur l'outil quand il entre dans les coins.
Usinage trochoïdal — Activez cette option pour utiliser une découpe trochoïdale sur une rainure simple. Sélectionnez la direction des trochoïdes pour une découpe trochoïdale, Horai (Horaire) ou Trigo (Trigonométrique).
Enchaînement trochoïdal — Entrez la distance d'enchaînement entre les cercles adjacents dans un parcours de découpe trochoïdale.
Espacement de points mini Vortex — Entrez l'espacement de points minimale à laquelle la machine-outil peut se déplacer à l'avance spécifiée. Si la machine-outil comporte trop de points à calculer, elle ne peut pas maintenir l'avance spécifiée.
Rayon mini Vortex — Entrez le rayon minimal des trochoïdes internes. Les parcours d'outils Vortex utilisent des mouvements trochoïdaux pour maintenir une avance constante. Des avances plus élevées requièrent un rayon minimal plus grand. Si vous ne remplacez pas cette valeur, une valeur par défaut est utilisée, qui est adaptée pour une machine-outil typique à l'avance spécifiée pour l'opération.
Distance de montée Z Vortex — Entrez une distance Z pour remonter l'outil pendant des mouvements trochoïdaux pour éviter le contact entre l'outil et la surface.
Attributs de finition
Ces attributs sont disponibles dans l'onglet Fraisage quand vous sélectionnez une opération de finition dans l'arbre de construction.
Surépaisseur du fond — Entrez la quantité de matière à laisser au fond de la feature après la passe de finition. Vous pouvez entrer une valeur positive ou négative.
Surépaisseur semi-finition du fond est la valeur de matière à enlever sur le fond de la feature fraisée après l'opération de semi finition dans l'arbre de construction. Ceci s'applique uniquement si les attributs de semi-finition et de finition de fond sont sélectionnés dans l'onglet Stratégie de la feature. L'attribut de surépaisseur de finition contrôle la surépaisseur des parois d'une feature. Vous pouvez entrer une valeur positive ou négative.
Surépaisseur de finition — Il s'agit d'un paramètre de surfaçage pour la quantité de matière à laisser après l'ébauche. Vous pouvez entrer une valeur positive ou négative.
Recouvrement de finition — Cet attribut s'applique aux features définies par des profils fermés et est la distance à laquelle l'outil recouvre son point de départ sur la passe de finition. Entrez la distance absolue.
Incrément Z de finition — Par défaut, une feature de fraisage est finie avec une seule passe le long de la paroi de la feature.
Entrez un nombre positif pour l'incrément Z de finition pour finir la feature en une série de passes verticales. Chaque passe a une profondeur de la valeur entrée.
Passes de finition — Entrez le nombre de passes de finition dupliquées à réaliser. Si vous voulez compenser la déviation d'outil, définissez Passes de finition à plus de 1.
% Surcharge d'outil max UGV — Cet attribut provoque un usinage trochoïdal pour parcours d'outil Spirale NT et en Spirale continue NT. Quand l'outil approche de la surcharge, un parcours trochoïdal est inséré pour éviter la surcharge.
% Coin contour UGV — Cet attribut s'applique au parcours d'outil Spirale NT, Spirale continue NT, et Zigzag NT. Sélectionnez pour permettre un ajustement d'arc des profils pour éviter les changements brusques de direction dans les coins internes.
% Distance de lissage UGV — Cet attribut s'applique au parcours d'outil Spirale NT et Spirale continue NT. Sélectionnez cette option pour remplacer le décalage standard avec un plus lisse qui peut atteindre des avances plus élevées.
- Les coins arrondies remplacent les coins vifs.
- Change l'enchaînement d'une distance fixe à une distance variable. Le pourcentage définit la déviation maximum de l'enchaînement spécifié. Le pourcentage maximum est de 40% de l'enchaînement. Si vous avez donc un enchaînement de 10mm, la déviation maximum de l'original au décalage lissé est de 4mm.
- Maintient une courbure continue (pas juste la continuité de tangente) pour éviter les changements abruptes de force sur une machine-outil causés par de virages serrés dans un parcours d'outil.
Distance mini d'accostage — Cet attribut s'applique à l'opération de finition. Entrez la distance horizontale minimale pour l'accostage. Si la distance d'accostage horizontale calculée est inférieur à celle-ci, l'outil plonge au lieu d'accoster.
Accostage par défaut pour passes de finition fraisées
Diamètre d'accostage — Ceci définit un pourcentage du diamètre de l'outil pour générer un mouvement d'outil qui approche le brut le long d'une courbe de la passe de finition. L'outil arc à l'intérieur de la distance seulement définit dans la valeur de passe de finition donc l'effet d'accostage est léger.
Surépaisseur de contour — Entrez la quantité de matière à laisser sur les parois de la feature après la passe de finition. Vous pouvez entrer une valeur positive ou négative.
Attributs de surfaçage
Dépassement dernière passe % — Cet attribut s'applique à la feature de surfaçage. Entrez la distance, en pourcentage du rayon d'outil, à laquelle l'outil se déplace au-delà de la frontière de brut perpendiculaire à la découpe, dans la direction Y (sauf si vous avez changé l'angle zag. La valeur par défaut est de 20% le rayon d'outil.
% Dépassement latéral — Entrez la distance, en pourcentage du rayon d'outil, à laquelle l'outil usine au-delà de la frontière de brut dans la direction d'usinage, sur l'axe X (sauf si vous avez changé l'angle zigzag). La valeur par défaut est de 100% le rayon d'outil.
% Enchaînement — Entrez la largeur de découpe en pourcentage du diamètre d'outil. La valeur par défaut est de 85%.
Incrément Z est la profondeur de chaque coupe de l'opération de surfaçage.
Angle Zigzag — Entrez l'angle en degrés (sens trigo sur X), que vous voulez utiliser pour usiner la feature de surfaçage.
|
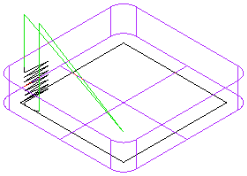
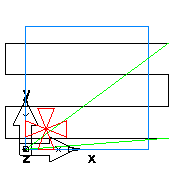
Un exemple d'une feature de surfaçage avec un angle zag définit à la valeur par défaut de 0 deg :
|
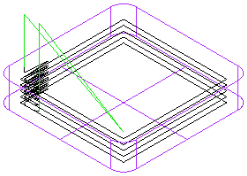
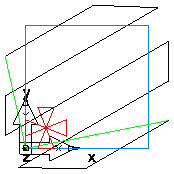
Le même exemple avec un angle zag définit à 30 deg :
|
Attributs de filetage à la fraise
Les attributs de finition sont disponibles dans l'onglet Fraisage pour les features de filetage à la fraise.
% rempl. avance en plongée — Entrez le pourcentage du réglage de l'avance à utiliser lors de l'avance à la profondeur.
Dist. linéaire accostage — Entrez la longueur du mouvement d'approche linéaire d'une feature de filetage.
% Diam. accostage — Cet attribut contrôle le diamètre de l'arc le long duquel l'outil accoste et quitte la feature de filetage à la fraise. Entrez un pourcentage du diamètre d'outil. 1
Décal. angle accostage — Cet angle contrôle les points de départ et de fin sur les mouvements d'accostage d'une feature de filetage à la fraise. L'outil démarre l'accostage le long de l'arc de rayon % diamètre d'accostage en utilisant le décalage d'angle d'accostage pour déterminer le point de départ du mouvement d'accostage. Si positif, l'arc est dans le sens trigo.
Angle de départ — Mesuré dans le sens trigo, l'angle de départ détermine le point de départ du filetage.
Filets de départ — Entrez une valeur supérieure à 1 pour plusieurs départs de filets.
Angle approx. dépouille : pour les filetages coniques, le parcours d'outil augmente en diamètre tout en se déplaçant dans la direction Z. Ces mouvements sont segmentés par des arcs 3D. L'angle approx. dépouille est l'angle autour du filetage qui est segmenté par un arc simple. Un 360 doit être équitablement divisé par l'angle approx. dépouille. Par exemple, si définit sur 90, une simple révolution de l'outil est divisée en quatre arcs.
Débouchant — Sélectionnez Débouchant pour augmenter la longueur du trou de 10% du diamètre de perçage pour prendre en compte la pointe du foret et éviter la surchauffe. Si Débouchant est désélectionné, les parcours d'outils sont générés pour s'assurer que l'outil ne découpe pas au-delà du filetage.
Dent extérieure — Entrez le nombre de dents qui sont au-dessus (si avance en Z négatif) ou en-dessous (si avance en Z positif) de la feature de filetage à la fraise pour la première passe. 11
|
|
|
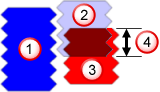
 Feature de filetage
Feature de filetage
 Révolution d'outil 1
Révolution d'outil 1
 Révolution d'outil 2
Révolution d'outil 2
 Recouvrement de dent
Recouvrement de dent
% Remp. av. plongée — Entrez le pourcentage du réglage de l'avance à utiliser lors de l'engagement dans une feature.
% Remp. av. retrait — Entrez le pourcentage du réglage de l'avance à utiliser lors du dégagement d'une feature.
Rayon eng/deg — Entrez le rayon à utiliser pour la forme d'engagement/dégagement. Augmenter le rayon d'eng/dég déplace le point de départ du parcours d'outil de la frontière de feature.
Angle eng/deg — Entrez l'angle à utiliser pour la forme d'engagement/dégagement. L'angle d'engagement/dégagement est une combinaison des angles d'entrée et de sortie.
Attributs de chanfrein, d'angle de dépouille et de rayon de fond
Etapes de fabrication pour les features fraisées avec des rayons de fond et des sections transversales.
Hauteur de crête dépouille plat — Pour une feature avec une dépouille ou un rayon de fond, entrez la hauteur maximale admissible de toute crête laissée après la passe d'ébauche à plat.
Hauteur de crête dépouille rayon — Pour une feature avec une dépouille ou un rayon de fond, entrez la hauteur maximale admissible de toute crête laissée après la passe d'ébauche rayon.
Hauteur de crête rayon outil — Si vous utilisez un outil hémisphérique pour finir une feature avec un rayon de fond ou une paroi en dépouille, entrez la hauteur maximale admissible de toute crête laissée après la passe de finition.
Attributs de fraisage multi-axes
Les features de fraisage et de perçage multi-axes possèdent ces attributs :
Coordonnée X indexage — Entrez, éventuellement, la coordonnée absolue de X à utiliser pour le mouvement de retrait d'indexage.
Coordonnée Y indexage — Entrez, éventuellement, la coordonnée absolue de Y à utiliser pour le mouvement de retrait d'indexage.
Coordonnée Z indexage — Entrez, éventuellement, la coordonnée absolue de Z à utiliser pour le mouvement de retrait d'indexage.
Si vous n'entrez pas de coordonnée, la valeur de garde d'indexage Z est utilisée pour le mouvement de retrait d'indexage. La garde d'indexage Z est une distance de dégagement au-dessus du brut cylindrique. Cela peut entraîner une valeur Z pour l'indexage qui est en dehors de la gamme valide pour la machine. Elle peut également entraîner des mouvements de retraits moins efficaces si la pièce à une forme irrégulière.
Angle d'orientation — Entrez la position initiale de l'axe-C de la pièce dans la machine au départ de l'opération.