Меню 5-осевое позиционирование — Часто нужна опция альтернативной ориентации для доступа к торцу. Выберите из:
- Стандартное — Ориентация по умолчанию.
- Альтернативное — Ориентация, альтернативная ориентации по умолчанию.
- Предпочтения постпроцессора — Использует положение ( Положительное или Отрицательное), заданное в XBUILD в диалоге Пятиосевая для опции Предпочтительная ориентация первой поворотной оси.
- Использовать ограничения оси — Позволяет FeatureCAM выбирать ориентацию, которая лучше всего подходит для ограничений оси, заданных в MD файле.
Контрольный припуск — Введите минимальное расстояние, которое надо оставить вокруг контрольных поверхностей. Если нет значения для чернового прохода, используется значение Чистовой припуск. Если нет значения для чистового прохода, используется значение Остаточный припуск. Можно ввести положительное или отрицательное значение. Установите Контрольные поверхности на вкладке Размеры.
Контрольный осевой припуск — Введите количество осевого (Z) материала, которое остается на контрольной поверхности. Если вы ввели значение для Контрольного осевого припуска, значение для Контрольного припуска применяется только к радиальным (XY) контрольным поверхностям. Если вы оставляете Контрольный осевой припуск пустым, значение для Контрольного припуска применяется к осевой и радиальной контрольным поверхностям. Можно ввести положительное или отрицательное значение.
Радиус угла % — Этот параметр избегает резких изменений направления, вставляя дугу. Чтобы его активировать, введите процент от диаметра инструмента для использования как радиуса дуги.
Направление — Нажмите на эту кнопку, чтобы открыть диалог Направление резания.
Чистовой припуск — Введите количество материала, которое остается на элементе после чернового прохода. Можно ввести положительное или отрицательное значение.
Чистовой осевой припуск — Введите количество осевого (Z) материала, которое остается на элементе после чернового прохода. Если вы ввели значение для Чистового осевого припуска, значение для Чистового припуска применяется к радиальному (XY) материалу. Если вы оставляете Чистовой осевой припуск пустым, значение для Чистового припуска применяется к осевому и радиальному материалу. Можно ввести положительное или отрицательное значение.
Учёт плоскостей — Доступно три опции для Учёта плоскостей:
- Выкл — Выберите эту опцию, чтобы игнорировать плоские области и вычислить слои по Z на постоянном шаге Z.
- Слой — Выберите эту опцию, чтобы вставить дополнительные слои над каждой плоской поверхностью и обрабатывать Z-слои целиком. Это гарантирует, что Чистовой припуск применяется точно.
- Область — Выберите эту опцию, чтобы вставить дополнительные слои над каждой плоской поверхностью и обрабатывать только плоские области. Это гарантирует, что Чистовой припуск применяется точно.
Обрезка столкновений с патроном — Обрезает траекторию там, где патрон или хвостовик сталкивается с поверхностью детали или контрольной поверхностью. Выберите опцию Обрезка столкновений с патроном на вкладке Стратегия элемента, чтобы её включить. Когда она включена, появляются следующие опции:
- Зазор патрона — Введите безопасное расстояние для патрона. Траектория обрезается там, где патрон движется внутри этого зазора от поверхности детали или контрольной поверхности.
- Зазор хвостовика — Введите безопасное расстояние для хвостовика. Траектория обрезается там, где хвостовик движется внутри этого зазора от поверхности детали или контрольной поверхности.
Индексировать X координату — При необходимости введите абсолютную координату X, используемую для отвода при повороте.
Индексировать Y координату — При необходимости введите абсолютную координату Y, используемую для отвода при повороте.
Индексировать Z координату — При необходимости введите абсолютную координату Z, используемую для отвода при повороте.
Если вы не вводите координату, значение Высота Z-поворота используется для отвода при повороте. Высота Z-поворота - это расстояние от инструмента до ограничивающего цилиндра заготовки. Это может привести к значению Z для поворота, которое находится вне допустимого диапазона для станка. Это также может привести к менее эффективным перемещениям отвода, если деталь сложной формы.
Угол ориентации — Введите исходное положение C-оси детали на станке в начале операции.
Максимальное расстояние врезания — Применяется к линейному или спиральному врезанию.
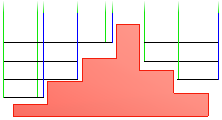
Мин. Мин. расст. ускор. хода % — Введите минимальное расстояние как процент от диаметра инструмента, которое инструмент может использовать для ускоренного движения. Перемещения, которые меньше этого расстояния, используют движение подачи.
Минимальное расстояние ускоренного перемещения применяется к 2.5D фрезерованию. Задайте значение как процент от диаметра инструмента.
Этот пример показывает элемент, который режется со значением 400%:
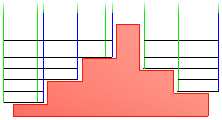
Это тот же пример, но с Минимальным расстоянием ускоренного перемещения, равным 10%, и инструмент отводится и ускоренно перемещается между проходами.
Новое значение — Чтобы изменить значение атрибута в этом списке, сначала выберите его, а затем введите новое значение. Нажмите на кнопку Задать, чтобы сохранить новое значение.
Опции вывода — Нажмите на эту кнопку, чтобы открыть диалог Опции вывода.
Коррекция подачи врезания % — Введите процент от параметра Подача для использования во время вертикального врезания в материал. Например, если атрибут Подача равен 2000 мм/мин, а вы задаете Коррекцию подачи врезания % на 50, итоговая скорость подачи для первой подачи врезания будет 1000 мм/мин.
Точки врезания — Вы можете выбрать точки врезания, чтобы изменить автоматически выбранную точку для операции предварительного сверления.
Упорядочить — Включите эту опцию, чтобы создать стратегию по глубине. Когда Упорядочить не выбрана, каждый Z-слой обрабатывается полностью перед переходом на более низкую глубину.
Сброс всех — Нажмите на эту кнопку, чтобы сбросить все атрибуты таблицы на значения по умолчанию.
Отвод/Врезание — Нажмите на эту кнопку, чтобы открыть диалог Отвод и врезание.
Шаг чернового прохода %— Введите расстояние между плунжерными отверстиями в одном и том же ряду как процент от диаметра инструмента.
Задать — Вы должны нажать на кнопку Задать, чтобы сохранить Новое значение для выбранного атрибута.
Длина отвода при переходе — Используется, чтобы определить, когда выполнять подачу, а когда ускоренные перемещения между траекториями.
Заданная мощность — Это идеальная мощность [л/с] для заданной ширины/глубины резания и подачи на заданном типе материала заготовки.
Допуск — Этот атрибут контролирует, насколько точно траектория следует поверхности. Если деталь выглядит граненой, задайте более низкий допуск.
Угол траектории % — Включает сглаживание линии быстрого хода, заменяя острые углы скругленными. Сглаживание острых углов траектории дает более постоянную скорость инструмента и сокращает нагрузку на инструмент. Введите радиус траектории больше радиуса инструмента, чтобы минимизировать контакт инструмента с деталью. Это позволяет выполнять достаточное охлаждение и избегать резких увеличений нагрузки на инструмент при входе инструмента в углы.
Общий припуск — Контролирует протяженность траекторий.
С трохоидой — Выберите эту опцию, чтобы заменить тяжелые резы более мелкими круговыми движениями для сокращения нагрузки на инструмент. Это доступно, только если используется стратегия Смещение/спираль или Зигзаг.
Сброс — Нажмите на эту кнопку, чтобы вернуть значение выбранного атрибута к его значению по умолчанию.
Мин. интервал между точками Vortex — Введите минимальный интервал между точками, на который может перемещаться инструмент на заданной подаче. Если станок имеет слишком много точек для обработки, он не может поддерживать заданную подачу. Вы должны выбрать опцию Vortex на вкладке Стратегия, чтобы получить доступ к этому атрибуту.
Мин. радиус Vortex — Введите минимальный радиус внутренних трохоид. Траектории Vortex используют трохоидальные движения для поддержки постоянной скорости подачи. Более высокая скорость подачи требует большего минимального радиуса. Если вы не замените здесь это значение, используется значение по умолчанию, подходящее для типового станка с подачей, заданной для данной операции. Вы должны выбрать опцию Vortex на вкладке Стратегия, чтобы получить доступ к этому атрибуту.
Подъем по Z Vortex — Введите расстояние по Z, чтобы поднимать инструмент во время трохоидальных движений во избежание контакта между инструментом и поверхностью. Вы должны выбрать опцию Vortex на вкладке Стратегия, чтобы получить доступ к этому атрибуту.
Конечная Z — Введите расстояние вдоль оси Z, ниже которого операция не будет выполнять фрезерование.
Шаг по Z — Введите расстояние, на которое инструмент продвигается вниз по оси Z с каждым проходом. Это полезно, если шаг вниз по умолчанию оставляет лишний материал на детали. Когда Шаг гребешка активен, этот атрибут недоступен.
Начальная Z — Введите расстояние вдоль оси Z, где начинается фрезерная операция. Вы можете использовать её, чтобы сберечь время, если материал заготовки уже был удален в предыдущей операции.