Turning Profile Finishing strategy
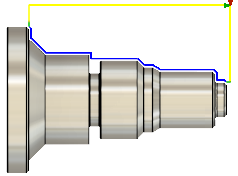
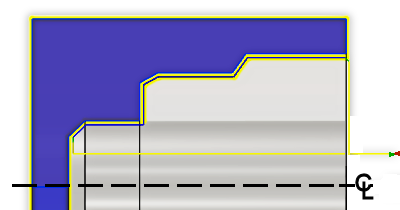
The Turning Profile Finishing strategy removes stock to produce the required shape and surface finish of the part. A Profile Finishing toolpath includes shallower cuts at the slower feedrate than cuts in the Profile Roughing toolpath.
The number of tool cuts depends on the required surface finish and material.
Modes
The strategy removes stock from the outside diameter, called Outside Profiling, or from the inside diameter, called Inside Profiling, of the part depending on the selected Turning Mode.
 |
 |
||
| Outside diameter turning | Inside diameter turning |
Groove suppression
To reduce stress on the tool and the part, on the Geometry tab, you can suppress machining grooves in the toolpath. Depending on selected groove faces, Groove Suppression excludes the groove from machining or machines a shallower groove. Large cutting forces may lead to damaging a tool and poor surface finish. By machining a shallower groove, you reduce cutting forces by distributing them on a larger area.
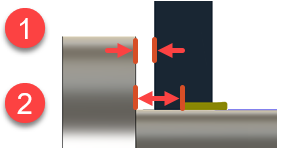
Holder and insert clearance
This strategy enables you to specify clearance between the model and the back of the holder or between the model and the back of the insert of the tool while machining undercuts. With this clearance, the Profile Finishing toolpath can finish some areas of the grooves that are difficult to access for the tool. You need to rough the grooves first. Specify clearance on the Tool tab under Insert & Holder in the Profile Finishing dialog. To include groove areas in the toolpath, on the Passes tab, allow grooving in the Grooving drop-down and select Machine Undercuts on the Passes tab.
Cutting Direction
Choose the cutting based on specific application. The strategy offers:
- Front to Back - From the outside the part toward the centerline, also known as a climb cut. It is the default direction. Useful for finishing cuts. It results in good surface finish and can help prolong tool's life. More difficult to control.
- Back to Front - From the centerline toward the outside the part, also know as a conventional cut. Typically, this cut removes larger amount of stock to obtain a specific geometry of the part. May result in rougher surface finish and higher tool wear.
- Both Ways - Involves a climbing cut and then a conventional cut. By alternating these cut types, it can be an effective way to achieve good surface finish.
For more information, watch the Turning finish video.