射出成形シミュレーションの標準結果
標準の射出成形結果は解析全体で生成され、解析が完了していない場合でも、利用可能になった時点ですぐに表示できます。標準結果は、[結果]ブラウザの[充填+保圧]ノードまたは[反り]ノードにあります。
- ブラウザの[充填+保圧]ノードの結果では、キャビティ内の樹脂の流動、さまざまな時点での流動温度、樹脂が固化する箇所、フロー フロントが合流する箇所、ヒケが発生しやすい箇所、樹脂が突出可能温度まで冷却されるのにかかる時間、などのデータが得られます。
- ブラウザの[反り]ノードの結果から、室温まで低下した樹脂がどのように収縮するか、および結果として成形品がどのように反るか、についての情報を得ることができます。
| 結果名 | 例 | 表示されるもの | アクセス |
|---|---|---|---|
| エアー トラップ | 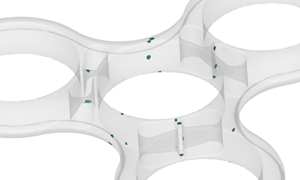 |
プラスチックのフロー フロントが異なる方向から合流する際の、閉じ込められた空気の位置と可能性です。エアー トラップは、表面不良や不完全な充填の原因となり、十分な排気で防止できます。 | ブラウザ |
| 平均温度(充填完了時) | 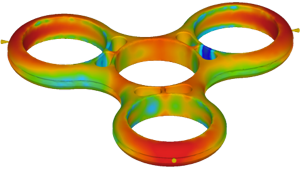 |
充填完了時の成形品の肉厚方向の平均温度です。温度が低すぎると充填の問題が発生し、温度が高すぎると冷却時間が長くなる可能性があります。 | ブラウザ |
| 変位量(全要因) | 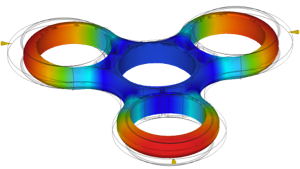 |
成形品の収縮と反りの組み合わせから生じる最終形状です。反りは、収縮の変化によって発生し、成形品のデザイン、プロセス設定、および材料の影響を受けます。 | ブラウザ |
| 充填アニメーション |  |
成形品の品質に影響する、金型キャビティ充填中のプラスチックの進行です。未充填領域、ウェルド ライン、およびエアー トラップがないかを確認します。 | ブラウザ |
| 充填確実性 | 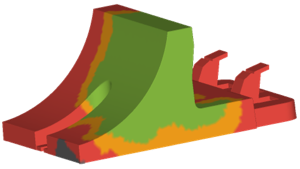 |
成形品の充填がどの程度容易か。オレンジ色と赤色の領域を減らして、不完全な充填(ショート ショット)のリスクを低減してください。 | ブラウザ |
| 射出位置から充填 | 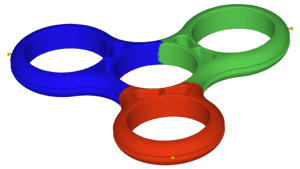 |
複数のゲートがある成形品の場合に、材料がどのゲートから入るか。不均一な充填を示す、不均等な色の分布がないかどうかを確認します。 | ブラウザ |
| フロー フロント温度 | 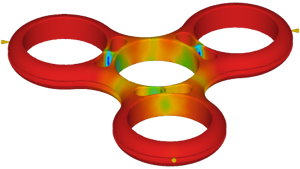 |
特定の領域に到達した時点の樹脂のフロー フロントの温度です。品質の問題を回避するには、温度変化を 2 ~ 5°C の範囲内に維持することを目指します。 | ブラウザ |
| 射出圧力 | 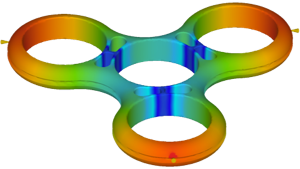 |
射出位置から成形品に樹脂を押し込むために必要な圧力です。射出圧力は、成形機の射出圧力能力(既定の成形機では 90 MPa)の 50% を超えないようにする必要があります。 | ブラウザ |
| 品質予測 |  |
成形品の成形品質と、問題が発生する可能性がある箇所です。オレンジ色と赤色の領域を減らして、品質の問題のリスクを低減してください。 | ブラウザ |
| ヒケ深さ | 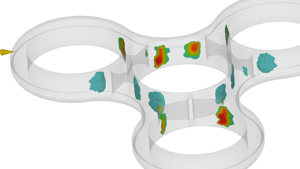 |
外観不良の原因となるサーフェス上の凹みの存在と位置。ヒケは通常、サーフェスの反対側の面にあるフィーチャによって発生します。 | ブラウザ |
| 樹脂の固化(充填完了時) | 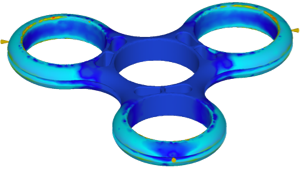 |
充填過程完了時に樹脂断面がどれだけ固化したか。これは、反りに影響する可能性があります。成形品は充填完了時に 25% 未満の固化である必要があります。 | ブラウザ |
| 樹脂の固化(突出) |  |
突出時に樹脂断面がどれだけ固化したか。固化の量は反りに影響する可能性があり、突出時に成形品が 80% 以上固化しているのが理想的です。 | ブラウザ |
| 突出可能温度への到達時間 | 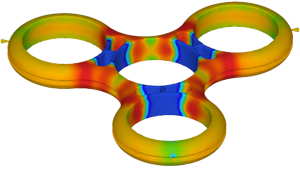 |
樹脂の突出に十分な固化に要する時間です。突出時間が著しく長い領域を探します。成形品全体の時間差を最小化します。 | ブラウザ |
| 体積収縮(突出) | 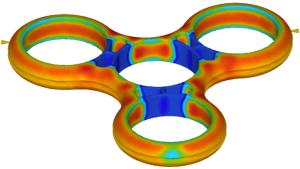 |
樹脂が固化するときに発生する体積低減の分布(%)です。収縮の変化を最小化して、反りのリスクを低減します。 | ブラウザ |
| 反りの許容差 |  |
成形品の反りが許容しきい値を超えている箇所(赤)です。反りは、収縮の変化によって発生し、成形品のデザインとプロセス設定の影響を受けます。 | ブラウザ |
| ウェルド ライン |  |
2 つのフロー フロントが合流する場所です。ウェルド ラインによって強度上の弱点や外観不良が発生する可能性があります。外観要件が高い面や高い強度が要求される領域にウェルド ラインが発生しないようにします。 | ブラウザ |