Use the High speed page to control various smoothing options to avoid sharp changes in tool direction when high speed machining.
For more information on the effects of smoothing, see Tool loading.
Profile smoothing — Select to allow the arc fitting of profiles to avoid sharp changes of direction in internal corners.
If you select the Profile smoothing option, the Radius (tool diameter units) field becomes available. The radius is defined as a proportion of the tool diameter. The default value is 0.05. So, if you have a tool of diameter 10 mm (radius 5 mm) then the arc radius will be 0.5 mm.
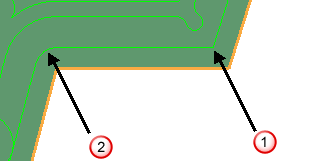
Using a Radius of 0.2 gives:
 — This smooths the external corners.
— This smooths the external corners.
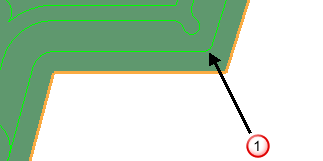
Profile Smoothing - deselected
— The external corners are not smoothed.
 — The internal corners are still smoothed.
— The internal corners are still smoothed.
Arc fitting is of particular importance when high speed machining, as it eliminates sudden changes in tool direction. This works in a similar way to Arc fit corners for Constant Z finishing.
Radius (tool diameter units) — Enter the radius as a proportion of the tool diameter. The default value is 0.05, so, for a tool of diameter 10 mm, the arc radius is 0.5 mm.
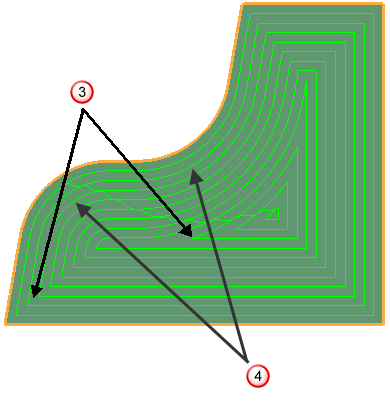
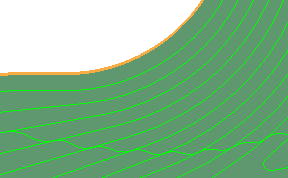
Raceline smoothing — Select this option to replace the standard offset with a smoother one that can achieve higher feed rates. When selected, PartMaker replaces sharp corners with rounded corners and maintains curvature continuity (not just tangency continuity) to prevent abrupt changes in force on a machine tool caused by sharp turns in a toolpath. It also changes the stepover from a fixed to a variable distance.
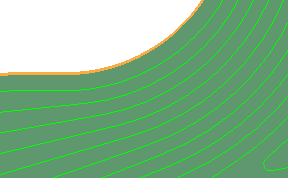
- With Raceline smoothing selected:
 — rounded corners — variable stepover
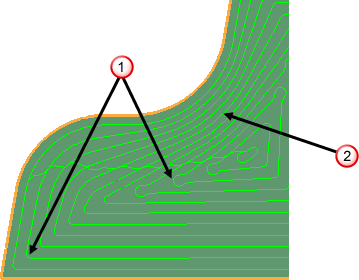
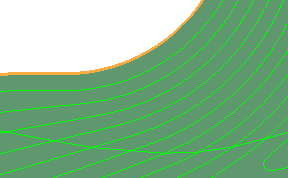
— rounded corners — variable stepover - With Raceline smoothing deselected:
 — sharp corners
— sharp corners — constant stepover.
— constant stepover.
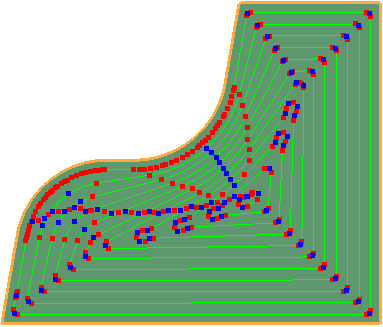
Using the Raceline smoothing option produces a toolpath with fewer small arcs, which makes the toolpath more suitable for high speed machining. The original profile has the same number of points in it - it is just the offset passes that have a reduction in the number of points.
- Raceline smoothing — Selected
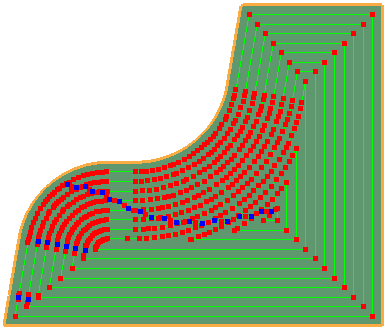
- Raceline smoothing — Deselected
Maximum deviation — Enter a value to define the maximum deviation from the specified stepover.
Trochoidal moves — Select this option to enable trochoidal moves with restrict tool overload settings applied by default.
Maximum overload — Enter the overload value required to insert a trochoidal move.
Links — Select an option to specify whether PartMaker creates link moves between offsets within the toolpath.
Links — Straight:
Links — Smooth:
Links — None: