Si può usare la scheda Fresatura della finestra di dialogo Proprietà feature Fresatura per modificare gli attributi di fresatura per un'operazione.
Attributi generali
Sovrametallo superfici limite — Inserire la distanza minima che si vuole lasciare intorno alla(e) Superficie(i) limite. Se lasciato vuoto, FeatureCAM usa il valore Sovrametallo finitura.
Comp. raggio. — Attivare questa opzione per attivare la compensazione di taglio per l'operazione.
Min. raggio spigolo — Inserire un raggio per arrotondare automaticamente gli spigoli interni della feature del raggio specificato. La forma della feature non cambia, ma i percorsi utensile vengono modificati per riflettere l'arrotondamento.
Minima distanza rapidi % — Inserire la distanza minima, come percentuale del diametro dell'utensile, che l'utensile può usare per muoversi in rapido. Movimenti più piccoli di questa distanza usano un movimento in avanzamento.
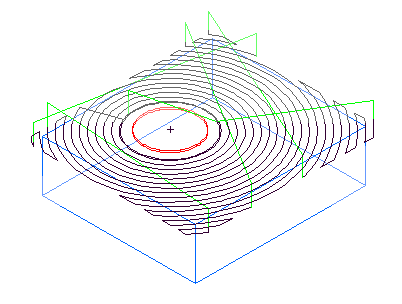
La distanza minima di rapido si applica alla fresatura 2.5D. Specificare il valore come percentuale del diametro dell'utensile.
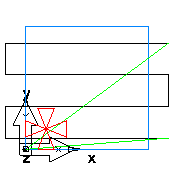
Questo esempio mostra una feature tagliata con un valore del 400%:
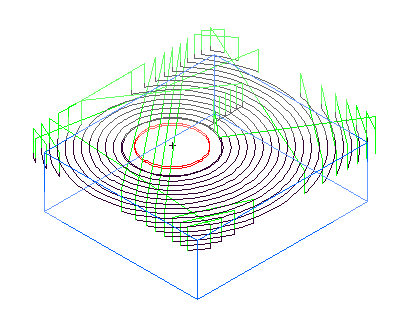
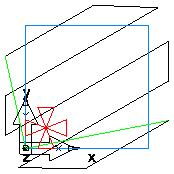
Questo è lo stesso esempio con Distanza di rapido min % impostata sul 10% e l'utensile esce e si muove in rapido tra passate.
Passo laterale rapido — Questa opzione gestisce quando uscire e affondare sui passi laterali sporgenza per i percorsi utensile NT. Inserire una distanza assoluta.
Ottimizzazioni della potenza — Inserire la potenza [in cavalli] ideale per la larghezza/profondità di taglio e l'avanzamento sul tipo di materiale del grezzo specificato.
Con profondità — Inserire un valore per aggiungere profondità aggiuntiva alla feature. Tutte le operazioni nella feature vengono aggiornate al valore di questo attributo. Si applica a feature scanalatura, barenatura, gola, lati e smusso.
Limite grezzo — Inserire una distanza offset intorno a una feature di profilo da usare al posto della boundary del grezzo per l'operazione corrente. Questa viene applicata alle operazioni di sgrossatura e finitura in cui è attivata la Finitura fondo.
Diametro pre-foratura — Inserire il diametro per i fori della pre-foratura. Assicurarsi che il diametro sia abbastanza grande da permettere all'utensile di fresatura di inserirsi nel grezzo.
Attributi sgrossatura
Questi attributi sono disponibili sulla scheda Fresatura quando si seleziona una passata di sgrossatura nella vista ad albero.
Sovrametallo sul fondo — Inserire la quantità di materiale da lasciare in fondo alla feature dopo la passata di sgrossatura. Questo è disponibile solo quando si seleziona Finitura fondo sulla scheda Strategia.
Passate pre-finitura — Usate con un tipo passo laterale zigzag; inserire il numero di passate di pre-finitura da lavorare.
Finestra di dialogo Spigolo a riccio
Sovrametallo finitura — Inserire la quantità di materiale da lasciare su una feature dopo la passata di sgrossatura. Si può inserire un valore positivo o negativo.
HSM massimo sovraccarico utensile % — Quando un utensile è in una situazione di sovraccarico, viene inserito automaticamente un percorso trocoidale per evitare il sovraccarico. Inserire il sovraccarico massimo permesso, espresso come percentuale della distanza passate esistente. Per esempio, se si inserisce un HSM massimo sovraccarico utensile % di 10, i movimenti trocoidali iniziano quando viene superata una condizione di sovraccarico del 10%. Questo attributo attiva la lavorazione trocoidale per i percorsi utensile spirale NT e spirale continua NT.
HSM profilo spigolo % — Immettere il valore come una percentuale del diametro dell'utensile. Questo permette l'adattamento archi dei profili, per evitare bruschi cambi di direzione nei percorsi utensile interni. Questo attributo si applica ai percorsi utensile spirale NT, spirale continua NT, zigzag NT e vortice.
HSM distanza di ammorbidimento % — Inserire la tolleranza di ammorbidimento come percentuale della distanza passate esistente, per sostituire l'offset standard con uno più efficacie che permetta di raggiungere tassi d'avanzamento maggiori. La percentuale definisce la massima deviazione dalla distanza passate esistente. Per esempio, se si inserisce una HSM distanza ammorbidimento % di 40 e la distanza passate esistente è 10 mm, la deviazione massima dall'offset originale a quello ammorbidito è di 4 mm.
I vantaggi consistono nella sostituzione di spigoli acuti con spigoli arrotondati e nel mantenere la continuità della curva (e non solo la continuità della tangente), così da evitare cambi improvvisi nella forza sulla macchina utensile, causati da cambi improvvisi nel percorso utensile. Questo attributo si applica ai percorsi utensile spirale NT e spirale continua NT.
Mult. diametro(i) di sgrossatura — Inserire un elenco di diametri per utensili di sgrossatura, separati da virgole, per attivare le passate di sgrossatura multiple.
Profondità delle passate — Questo imposta la profondità di taglio per la passata di sgrossatura. Inserire un incremento per ogni passata che esegue sulla parte la sequenza di sgrossatura. Si può impostare la profondità di taglio in diversi posti.
Opzioni materiale residuo — Fare clic su questo pulsante per aprire la finestra di dialogo Impostazioni materiale residuo. Questo pulsante è disponibile quando si sta usando il modello materiale residuo con un percorso utensile NT per un'operazione di sgrossatura.
Spigolo percorso utensile % — Per arrotondare spigoli acuti, inserire una percentuale del diametro dell'utensile. Ammorbidire gli spigoli acuti del percorso utensile conferisce una velocità costante all'utensile e ne riduce il carico. Inserire un raggio del percorso utensile maggiore del raggio dell'utensile, per ridurre al minimo la percentuale dell'utensile che entra in contatto con la parte. Questo permette sufficiente raffreddamento e previene aumenti significativi nel carico dell'utensile, quando l'utensile entra negli spigoli.
Taglio trocoidale — Attivare questa opzione per usare un taglio trocoidale su una gola semplice. Seleziona la direzione delle trocoidi per un taglio trocoidale, tra CW (senso orario) o CCW (senso antiorario).
Passo laterale trocoidale — Inserire la quantità per la passata laterale tra cerchi adiacenti in un percorso utensile di Taglio trocoidale.
Vortex min punto di distanza — Inserire il punto di spaziatura minimo a cui la macchina utensile può muoversi, dato il tasso di avanzamento. Se la macchina utensile ha troppi punti da elaborare, non può sostenere il tasso di avanzamento specificato.
Minimo raggio di vortex — Immettere il raggio minimo delle trocoide interne. I percorsi utensile vortex usano i movimenti trocoidali per mantenere il tasso di avanzamento costante. Tassi di avanzamento maggiori richiedono un raggio minimo più grande. Se non si sostituisce questo valore, ne viene usato uno predefinito, che è adatto ad una tipica macchina utensile all'avanzamento specificato per l'operazione.
Dist. alzata in Z vortex — Inserire la distanza Z di cui sollevare l'utensile durante i movimenti trocoidali, per evitare il contatto tra l'utensile e la superficie.
Attributi di finitura
Questi attributi sono disponibili sulla scheda Fresatura quando si seleziona un'operazione di finitura nella vista ad albero.
Sovrametallo sul fondo — Inserire la quantità di materiale da lasciare sul fondo della feature dopo la passata di finitura. Si può inserire un valore positivo o negativo.
Sovrametallo fondo in semi-finitura — È la quantità di materiale da lasciare sul fondo di una feature fresata dopo l'operazione di semi-finitura. Si applica solo se sono selezionati gli attributi Semi-finitura e Finitura fondo sulla scheda Strategia di una feature di fresatura. L'attributo Sovrametallo finitura gestisce il sovrametallo sulle pareti di una feature. Si può inserire un valore positivo o negativo.
Sovrametallo finitura — Questo è un parametro per la spianatura per la quantità di materiale da lasciare dopo la passata di sgrossatura. Si può inserire un valore positivo o negativo.
Sovrapposizione — Si applica alle feature definite da profili chiusi ed è la distanza di cui l'utensile si sovrappone al punto iniziale sulla passata di finitura. Inserire la distanza assoluta.
Distanza tra passate in Z — Come impostazione predefinita, una feature di fresatura è finita con una passata singola lungo la parete della feature.

Inserire un numero positivo per la Distanza tra passate in Z per finire la feature con una serie di passate verticali. Ciascuna passata ha una profondità pari al valore inserito.
Passate di finitura — Inserire il numero di passate di finitura duplicate che devono essere eseguite. Se si vuole compensare per la deformazione dell'utensile, impostare Passate di finitura su di un valore maggiore di 1.
HSM massimo sovraccarico utensile % — Questo attributo attiva la lavorazione trocoidale per percorsi utensile spirale NT e spirale continua NT. Quando un utensile è in una situazione di sovraccarico, viene inserito automaticamente un percorso trocoidale per evitare il sovraccarico.
HSM profilo spigolo % — Questo attributo si applica ai percorsi utensile spirale NT, spirale continua NT e zigzag NT. Selezionare per permettere l'adattamento archi dei profili per evitare bruschi cambi di direzione negli spigoli interni.
HSM distanza di ammorbidimento % — Questo attributo si applica ai percorsi utensile spirale NT e spirale continua NT. Selezionare questa opzione per sostituire l'offset standard con uno più morbido che possa raggiungere tassi di avanzamento più veloci.
- Gli spigoli arrotondati sostituiscono spigoli acuti.
- Cambia il passo laterale da una distanza fissa a una variabile. La percentuale definisce la deviazione massima dal passo laterale specificato. La percentuale massima è 40% del passo laterale. Perciò, se si ha un passo laterale di 10 mm la deviazione massima dall'offset originale a quello ammorbidito è di 4 mm.
- Mantiene la continuità della curvatura (non solo continuità di tangenza) per evitare cambi improvvisi nella forza su una macchina utensile provocati da cambi improvvisi in un percorso utensile.
Distanza minima rampa — Questo attributo si applica all'operazione di finitura. Inserire la distanza orizzontale minima per la rampa. Se la distanza orizzontale di rampa calcolata è inferiore a questo valore, l'utensile affonda invece di entrare in rampa.
Rampa predefinita per passate di finitura in fresatura
Diametro rampa — Imposta una percentuale del diametro dell'utensile per creare un movimento dell'utensile che si avvicina al grezzo lungo una curva sulla passata di finitura. L'utensile entra ad arco solo all'interno della distanza impostata nel campo sovrametallo passata finitura, perciò l'effetto della rampa è piccolo.
Sovrametallo su lato — Inserire la quantità di materiale da lasciare sulle pareti della feature dopo la passata di finitura. Si può inserire un valore positivo o negativo.
Attributi di spianatura
Ultima passata del sovrataglio % — Questo attributo si applica alla feature spianatura. Inserire la distanza, come percentuale del raggio dell'utensile, di cui l'utensile si muove oltre alla boundary del grezzo perpendicolare al taglio, nella direzione Y (a meno che non si sia cambiato l'angolo zigzag). Il valore predefinito è il 20% del raggio dell'utensile.
Sovrataglio laterale % — Inserire la distanza, come percentuale del raggio dell'utensile, di cui l'utensile si muove oltre la boundary del grezzo nella direzione di taglio, sull'asse X (a meno che non si sia cambiato l'Angolo zigzag). Il valore predefinito è il 100% del raggio dell'utensile.
Passo laterale % — Inserire la larghezza di taglio come percentuale del diametro dell'utensile. Il valore predefinito è 85%.
Incremento Z è la profondità di ciascun taglio dell'operazione di spianatura.
Angolo zigzag — Inserire l'angolo in gradi (in senso antiorario rispetto a X) che si desidera usare per tagliare la feature di spianatura.
|
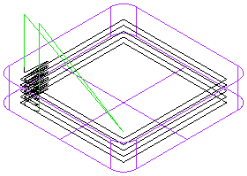
Un esempio di feature spianatura con Angolo zigzag impostato sul valore predefinito di 0 gradi:
|
Lo stesso esempio con Angolo zigzag impostato su 30 gradi:
|
Attributi filettatura
Sono disponibili i seguenti attributi sulla scheda Fresatura per le feature di fresatura filetto.
Sostituzione avanzamento in profondità % — Inserire la percentuale dell'impostazione Avanzamento da usare quando si avanza in profondità.
Dimensione rampa — Inserire la lunghezza del movimento di approccio lineare ad una feature filetto.
Diametro rampa % — Questo attributo gestisce il diametro dell'arco lungo il quale l'utensile entra ed esce in rampa dalla feature di filettatura. Inserisci la percentuale del diametro utensile.
Angolo approccio piano — Questo angolo determina i punti iniziale e finale dei movimenti di rampa di una feature di filettatura. L'utensile inizia a entrare in rampa lungo l'arco del raggio Diametro rampa % usando l'Angolo approccio piano per determinare il punto iniziale del movimento di rampa. Se positivo, l'arco è in senso antiorario.
Angolo iniziale — Misurato in senso antiorario, l'Angolo iniziale determina il punto iniziale del filetto.
N° di principi — Inserire un valore maggiore di 1 per filetti multipli iniziali.
Angolo ripartizione — Per i filetti conici, il percorso aumenta in diametro e si sposta in Z. Questi movimenti sono approssimati con archi 3D. L'Angolo approssimato di conicità è l'angolo intorno al filetto che è approssimato da un arco singolo. L'Angolo approssimato di conicità deve stare un numero di parti uguali in 360. Per esempio se impostato su 90, una singola rivoluzione dell'utensile viene suddivisa in quattro archi.
Passante — Selezionare Passante per aumentare la lunghezza del foro del 10% del diametro del foro per tenere conto della punta dell'utensile di foratura e prevenire sbavature. Se Passante è deselezionato, i percorsi utensile sono creati per assicurare che l'utensile non tagli oltre la fine del filetto.
N° denti iniziali — Inserire il numero di denti che sono sopra (se l'avanzamento è in Z negativa) o sotto (se l'avanzamento è in Z positiva) la feature di fresatura filetto per la prima passata.
|
|
|
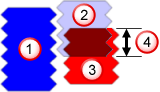
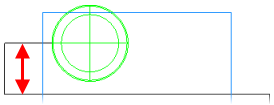
 Feature filetto
Feature filetto
 Rivoluzione utensile 1
Rivoluzione utensile 1
 Rivoluzione utensile 2
Rivoluzione utensile 2
 Sovrapposizione in Z
Sovrapposizione in Z
Sostituzione avanzamento rampa in ingresso % — Inserire la percentuale dell'impostazione Avanzamento da usare quando si entra in rampa in una feature.
Sostituzione avanzamento rampa in uscita % — Inserire la percentuale dell'impostazione Avanzamento da usare quando si esce in rampa da una feature.
Raggio goccia — Immettere il raggio da utilizzare per la forma a ventaglio. Aumentare il Raggio a goccia fa muovere il punto iniziale del percorso utensile più lontano dalla boundary della feature.
Angolo a goccia — Immettere l'angolo da usare per la forma a ventaglio. L'angolo a goccia è una combinazione di angoli di svincolo in entrata e in uscita.
Attributi smusso, angolo di sformo e raggio inferiore
Passaggi di lavorazione per le feature di fresatura con le aree del raggio inferiore o le sezioni trasversali.
Altezza di cresta sul piano in sgrossatura — Per una feature con un raggio conicità o inferiore, inserire l'altezza massima concessa di qualsiasi cresta lasciata dopo la passata di Sformo piano.
Altezza di cresta sul raggio in sgrossatura — Per una feature con un raggio conicità o inferiore, inserire l'altezza massima concessa di qualsiasi cresta lasciata dopo la passata di Sformo raggio.
Altezza cresta sul raggio in finitura — Se si sta usando un utensile sferico per finire una feature con un raggio inferiore o una parete con spoglia, inserisci l'altezza massima permessa di qualsiasi cresta da lasciare dopo la Passata di finitura.
Attributi di fresatura a più assi
Le feature a più assi di fresatura e foratura hanno questi attributi.
Coordinata index X — A scelta inserire la coordinata assoluta X da usare per l'indice di ritrazione del movimento.
Coordinata Index Y — A scelta inserire la coordinata assoluta Y da usare per l'indice di retrazione del movimento.
Coordinata Index Z — A scelta inserire la coordinata Z da usare per l'indice di retrazione del movimento.
Se non si inserisce nessuna coordinata, viene usato per l'indice di retrazione del movimento il valore Sic. Z 4/5 assi. Sicurezza Z 4/5 assi è la distanza di retrazione sopra al cilindro. Questo può risultare in un valore Z per l'indicizzazione che è al di fuori dell'intervallo valido per la macchina. Può anche risultare in movimenti di retrazione meno efficienti se la parte ha una forma irregolare.
Angolo di orientamento — Inserire la posizione iniziale asse C della parte nella macchina all'inizio dell'operazione.