Stratégie d’ébauche du profil de tournage
La stratégie d’ébauche du profil de tournage supprime la quantité maximale de brut aussi rapidement que possible pour obtenir une forme proche de la géométrie de la pièce souhaitée.
Les pièces ébauchées présentent une finition de surface médiocre et sont imprécises en termes de dimensions. Toutefois, grâce à l’ébauche, les opérations d’usinage suivantes sont plus efficaces.
Cycle et mode de tournage
La stratégie supprime le brut du diamètre extérieur, appelé Profilage extérieur, ou du diamètre intérieur, appelé Profilage intérieur, de la pièce selon le mode de tournage sélectionné.
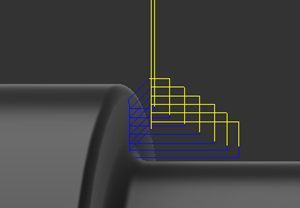
Ébauche du profil de tournage : suppression de matière du diamètre extérieur à l’aide de différentes orientations d’outil.
L’option Mode avec l’option Cycle de l’onglet Passes détermine la direction de coupe de l’outil. Vous pouvez choisir un cycle avec :
- Passes verticales : l’outil usine de l’avant vers l’arrière du brut.
- Passes horizontales : l’outil effectue une coupe de l’extérieur vers le trait d’axe pour le profilage extérieur. Pour le profilage intérieur, l’outil effectue une coupe à partir du trait d’axe vers l’extérieur.
- Coupe arrière : l’outil coupe de l’arrière vers l’avant du brut.
Masquage des rainures
Pour réduire la contrainte sur l’outil et la pièce, dans l’onglet Géométrie, vous pouvez masquer l’usinage des rainures dans la trajectoire d’outil. Selon les faces de rainure sélectionnées, le masquage des rainures exclut la rainure de l’usinage ou usine une rainure plus plane. Des forces de découpe importants peuvent endommager un outil et produire une finition de surface de mauvaise qualité. En usinant une rainure plus plane, vous réduisez les forces de découpe en les répartissant sur une zone plus grande.
Rainurage - rainures d’usinage
Pour empêcher l’outil d’entrer dans toutes les rainures de la pièce, dans la liste déroulante Rainurage de l’onglet Passes, sélectionnez l’une des options suivantes :
- Contre-dépouilles axiales
- Contre-dépouilles radiales
- Contre-dépouilles axiales et radiales
Vous pouvez également empêcher l’usinage de contre-dépouilles. L’efficacité de l’usinage de contre-dépouilles dépend de la géométrie de l’outil.
Profondeur de coupe
La stratégie d’ébauche du profil de tournage vous permet de générer une trajectoire d’outil avec des profondeurs de coupe égales. Pour ce faire, sélectionnez Profondeurs de coupe paires dans l’onglet Passes.
Vous pouvez également contrôler la quantité maximale de brut à retirer à chaque coupe en spécifiant une valeur de la profondeur de coupe maximale dans l’onglet Passes. Plus la valeur est élevée, plus l’enlèvement de brut est rapide. La quantité de contrainte de l’outil augmente à mesure que la vitesse d’enlèvement de brut s’accélère.
Pour en savoir plus, regardez la vidéo sur l’ébauche du profil de tournage.
Ignorer les passes de parois
Vous pouvez réduire le nombre de mouvements pour gagner du temps dans la trajectoire d’outil d’ébauche. Dans l’onglet Passes, activez l’option Ignorer le passe paroi pour ignorer le mouvement de nettoyage de crête après chaque mouvement de coupe. Après la trajectoire d’outil d’ébauche, poursuivez avec une trajectoire d’outil de finition pour obtenir la finition de surface souhaitée.
Mouvements d’entrée inclinés
Pour améliorer la durée de vie de l’outil, vous pouvez adopter une approche inclinée de la pièce, de sorte à rentrer progressivement dans la zone du brut au lieu d’y plonger directement. La direction du mouvement d’entrée est mesurée dans le sens antihoraire à partir de l’axe Z de posage. Toutes les approches d’entrée inclinées sont vérifiées par rapport au modèle de sorte à détecter les éventuelles collisions outil. Vous pouvez définir le début du mouvement d’entrée en spécifiant le dégagement, qui est une distance incrémentielle par rapport au brut, puis définir une vitesse d’avance.
 |
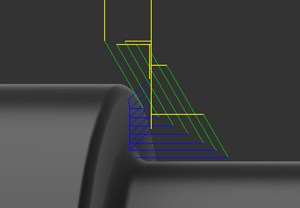 |
| Plongée dans le brut | Entrée progressive inclinée dans le brut |