Resultados estándar en la simulación del moldeado por inyección
Los resultados de moldeado por inyección estándar se generan a lo largo del análisis y se pueden ver en cuanto estén disponibles, aunque no se haya completado el análisis. Los resultados estándar están en los nodos Llenado + compactación o Deformación del navegador de resultados.
- Los resultados en el nodo Llenado + compactación del navegador proporcionan datos como el flujo de plástico a través de la cavidad, la temperatura del flujo en varias ocasiones, dónde se solidifica el plástico, dónde se encuentran los frentes de flujo, dónde es probable que se produzcan rechupes, cuánto tiempo tarda el plástico en refrigerarse hasta la temperatura de expulsión, etc.
- Los resultados del nodo Deformación del navegador dan información sobre la probabilidad de que el plástico se contraiga a medida que se enfría hasta la temperatura ambiente y sobre cómo la pieza podría deformarse como consecuencia.
| Nombre del resultado | Ejemplo | Muestra... | Acceso |
|---|---|---|---|
| Trampas de aire | 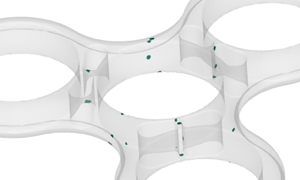 |
Qué probabilidad hay de que haya aire atrapado cuando los frentes de flujo de plástico convergen desde diferentes direcciones y dónde estaría. Las trampas de aire pueden provocar defectos superficiales y un llenado incompleto, y se pueden evitar si hay ventilación suficiente. | Navegador |
| Temperatura media (final del llenado) | 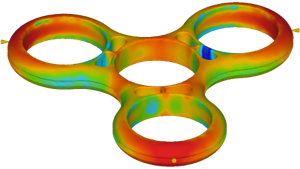 |
La temperatura media de masa a lo largo del espesor de la pieza al final del llenado. Una temperatura demasiado baja puede provocar problemas de llenado y si es muy alta puede provocar tiempos de refrigeración más largos. | Navegador |
| Deflexión (todos los efectos) | 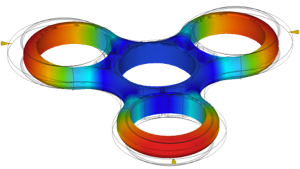 |
La forma final causada por una combinación entre contracción y deformación de la pieza. La deformación se debe a variaciones en la contracción e influye el diseño de la pieza, la configuración del proceso y el material. | Navegador |
| Animación de llenado |  |
El avance del plástico cuando va llenando la cavidad del molde, que afecta a la calidad de la pieza. Compruebe si hay áreas sin llenar, líneas de soldadura y trampas de aire. | Navegador |
| Confianza de llenado | 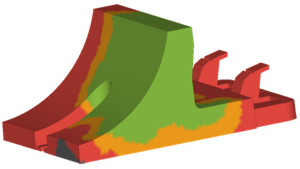 |
La facilidad con la que se llenará la pieza. Intente reducir las áreas naranjas y rojas para minimizar el riesgo de que no se complete el llenado (inyectada corta). | Navegador |
| Llenado desde el punto de inyección | 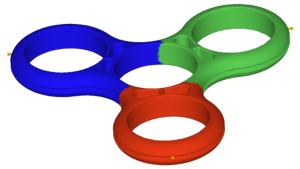 |
La entrada a la que se aproxima el material para una pieza que tenga varias entradas. Compruebe si hay una distribución desigual de los colores que indique que el llenado no es uniforme. | Navegador |
| Temperatura del frente de flujo | 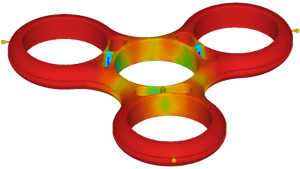 |
La temperatura del frente de flujo plástico cuando alcanza cualquier área determinada. Para evitar problemas de calidad, procure mantener la variación de temperatura entre 2 y 5 °C. | Navegador |
| Presión de inyección | 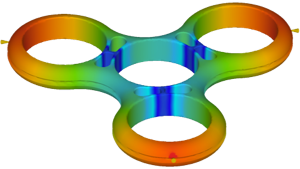 |
La presión necesaria para empujar el plástico desde el punto de inyección hasta la pieza. La presión de inyección no debe superar el 50 % de la capacidad de presión de inyección de la máquina, que es de 90 MPa para la máquina que se usa por defecto. | Navegador |
| Predicción de la calidad |  |
Cómo se puede moldear la pieza y dónde pueden producirse problemas. Intente reducir las áreas naranjas y rojas para minimizar el riesgo de que haya problemas de calidad. | Navegador |
| Profundidad del rechupe | 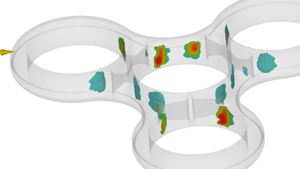 |
Si hay depresiones en una superficie y dónde, pues provocaría defectos visuales. Los rechupes suelen estar causados por operaciones en la cara opuesta de la superficie. | Navegador |
| Plástico solidificado (final del llenado) | 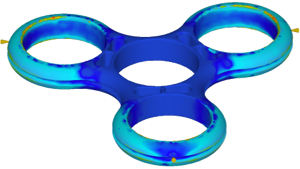 |
La cantidad de la sección transversal de plástico que se ha solidificado al final de la fase de llenado, lo que puede afectar a la deformación. La pieza debe estar solidificada menos del 25 % al final del llenado. | Navegador |
| Plástico solidificado (expulsión) |  |
La cantidad de la sección transversal de plástico que se ha solidificado en el momento de la expulsión. La cantidad solidificada puede afectar a la deformación y, lo ideal es que al menos un 80 % de la pieza esté solidificada en la expulsión. | Navegador |
| Tiempo hasta la temperatura de expulsión | 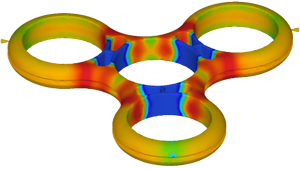 |
El tiempo necesario para que el plástico se solidifique lo suficiente para la expulsión. Busque áreas que tengan un tiempo de expulsión mucho mayor. Minimice la variación de tiempo en toda la pieza. | Navegador |
| Contracción volumétrica (expulsión) | 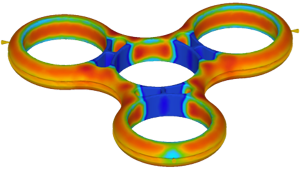 |
La distribución de la reducción del volumen que se produce cuando el plástico se solidifica en porcentaje. Minimice la variación de contracción para reducir el riesgo de deformación. | Navegador |
| Tolerancia a la deformación |  |
Cuando la deformación de la pieza supera el umbral de tolerancia (en rojo). La deformación se debe a variaciones en la contracción e influye el diseño de la pieza y a la configuración del proceso. | Navegador |
| Líneas de soldadura |  |
Donde dos frentes de flujo se encuentran. Las líneas de soldadura pueden crear puntos débiles o defectos visuales. Evite las líneas de soldadura en caras estéticas o áreas que requieran una gran resistencia. | Navegador |