Risultati standard nella simulazione dello stampaggio ad iniezione
I risultati standard dello stampaggio ad iniezione vengono generati durante l'analisi e possono essere visualizzati non appena diventano disponibili, anche se l'analisi non è completa. I risultati standard sono disponibili nei nodi Riempimento + compattazione o Deformazione del browser Risultati.
- I risultati nel nodo Riempimento + compattazione del browser forniscono dati quali il modo in cui la plastica scorre attraverso la matrice, la temperatura del flusso in diversi momenti, il punto in cui la plastica si solida, il punto in cui i fronti di flusso si incontrano, il punto in cui è probabile si verifichino segni di risucchio, il tempo impiegato dalla plastica per raffreddarsi alla temperatura di estrazione e così via.
- I risultati nel nodo Deformazione forniscono informazioni sulla probabilità che la plastica si riduca durante il raffreddamento alla temperatura ambiente e su come la parte potrebbe deformarsi di conseguenza.
| Nome risultato | Esempio | Mostra... | Accesso |
|---|---|---|---|
| Intrappolamenti d'aria | 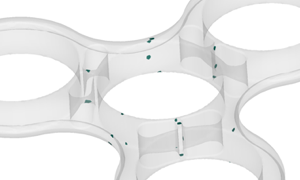 |
La posizione e la probabilità di intrappolamento dell'aria quando i fronti di flusso plastico convergono da direzioni diverse. Gli intrappolamenti d'aria possono causare difetti della superficie e un riempimento incompleto, e possono essere evitati con ventilazione sufficiente. | Browser |
| Temperatura media (fine del riempimento) | 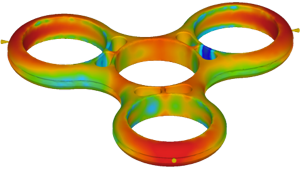 |
La temperatura media nello spessore della parte alla fine del riempimento. Una temperatura troppo bassa potrebbe causare problemi di riempimento, mentre temperature eccessive potrebbero causare tempi di raffreddamento più lunghi. | Browser |
| Deflessione (tutti gli effetti) | 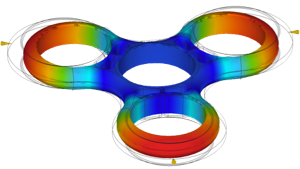 |
La forma finale risultante da una combinazione di ritiro e deformazione della parte. La deformazione è causata da variazioni di ritiro ed è influenzata dalla progettazione della parte, dalle impostazioni del processo e dal materiale. | Browser |
| Animazione di riempimento |  |
L'avanzamento della plastica durante il riempimento della matrice dello stampo, un'operazione che influisce sulla qualità della parte. Verificare la presenza di aree non riempite, linee di giunzione e intrappolamenti d'aria. | Browser |
| Probabilità di riempimento | 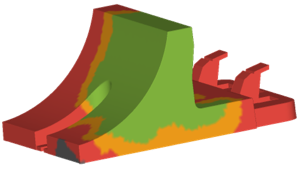 |
La facilità di riempimento della parte. Provare a ridurre le aree arancioni e rosse per ridurre il rischio di riempimento incompleto (stampaggio incompleto). | Browser |
| Riempito da posizione di iniezione | 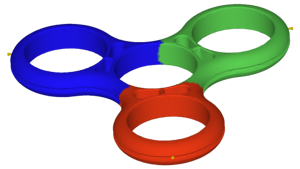 |
Il punto di iniezione da cui proviene il materiale, per una parte con più punti di iniezione. Verificare la distribuzione disomogenea dei colori che indica un riempimento non uniforme. | Browser |
| Temperatura del fronte di flusso | 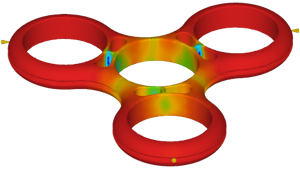 |
La temperatura del fronte di flusso plastico quando raggiunge una determinata area. Per evitare problemi di qualità, è necessario mantenere la variazione della temperatura entro 2-5°C. | Browser |
| Pressione di iniezione | 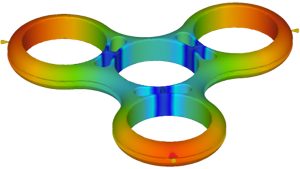 |
La pressione necessaria per spingere la plastica dalla posizione di iniezione nella parte. La pressione di iniezione non deve superare il 50% della capacità di pressione di iniezione della macchina, che è di 90 MPa per la macchina di default. | Browser |
| Previsione qualità |  |
Quanto la parte si presta allo stampaggio e dove possono verificarsi i problemi. Provare a ridurre le aree arancioni e rosse per ridurre il rischio di problemi di qualità. | Browser |
| Profondità dei segni di risucchio | 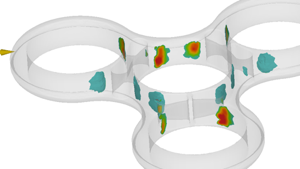 |
La presenza e la posizione delle depressioni su una superficie, che determineranno difetti visivi. I segni di risucchio sono generalmente causati da lavorazioni sulla faccia opposta della superficie. | Browser |
| Plastica solidificata (fine del riempimento) | 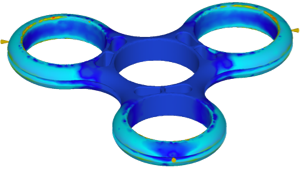 |
In che misura la sezione trasversale della plastica si è solidificata al termine della fase di riempimento e come ciò influisce sulla deformazione. Meno del 25% della parte deve essere solidificata alla fine del riempimento. | Browser |
| Plastica solidificata (estrazione) |  |
In che misura la sezione trasversale della plastica si è solidificata al momento dell'estrazione. Il livello di solidificazione può influire sulla deformazione e, idealmente, la parte deve essere solidificata almeno all'80% al momento dell'estrazione. | Browser |
| Tempo alla temperatura di estrazione | 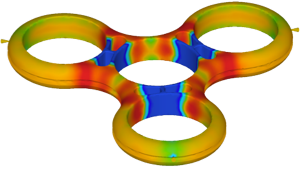 |
Il tempo necessario affinché la plastica sia sufficientemente congelata per consentire l'estrazione. Individuare le aree che hanno un tempo di estrazione notevolmente maggiore. Ridurre al minimo la variazione dei tempi nella parte. | Browser |
| Ritiro volumetrico (estrazione) | 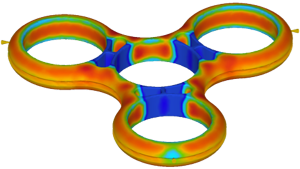 |
La distribuzione della riduzione del volume che si verifica quando la plastica si solidifica, come una percentuale. Ridurre al minimo la variazione del ritiro per ridurre il rischio di deformazione. | Browser |
| Tolleranza deformazione |  |
I punti in cui la deformazione della parte supera la soglia di tolleranza (in rosso). La deformazione è causata da variazioni del ritiro ed è influenzata dalle impostazioni di progettazione e di elaborazione della parte. | Browser |
| Linee di giunzione |  |
Il punto in cui si incontrano due fronti di flusso. Le linee di giunzione possono creare punti deboli e/o difetti visivi. Evitare le linee di giunzione su facce estetiche o aree che richiedono una resistenza elevata. | Browser |