Standardergebnisse der Spritzgusssimulation
Während der Analyse werden Standardergebnisse des Spritzgussverfahrens generiert. Sie können diese anzeigen, sobald sie verfügbar sind, auch wenn die Analyse nicht abgeschlossen ist. Sie finden die Standardergebnisse im Knoten Füllen + Nachdruck oder Verzug des Ergebnis-Browsers.
- Die Ergebnisse im Knoten Füllen + Verdichten des Browsers liefern Ihnen Daten, z. B. dazu, wie der Kunststoff durch die Kavität fließt, die Flusstemperatur zu verschiedenen Zeitpunkten, wo der Kunststoff erstarrt, wo Fließfronten aufeinander treffen, wo Einfallstellen wahrscheinlich sind, wie lange es dauert, bis der Kunststoff auf die Entformungstemperatur abgekühlt ist usw.
- Die Ergebnisse im Knoten Verzug des Browsers liefern Ihnen Informationen dazu, wie wahrscheinlich eine Schwindung des Kunststoffs beim Abkühlen auf Raumtemperatur ist und wie sich das Formteil infolgedessen verziehen könnte.
| Ergebnisname | Beispiel | Zeigt... | Zugriff |
|---|---|---|---|
| Lufteinschlüsse | 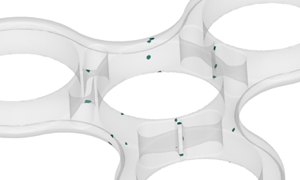 |
Die Position und Wahrscheinlichkeit von eingeschlossener Luft, wenn die Kunststoff-Fließfronten aus verschiedenen Richtungen konvergieren. Lufteinschlüsse können Oberflächenfehler und unvollständige Füllungen verursachen und durch ausreichende Entlüftung verhindert werden. | Browser |
| Mittlere Temperatur (Ende der Füllung) | 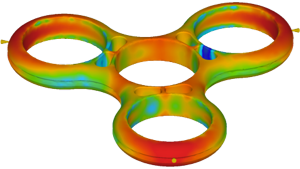 |
Der Temperaturmittelwert über die Dicke des Formteils am Ende der Füllung. Eine zu niedrige Temperatur kann Füllprobleme verursachen, und zu hohe Temperaturen können zu längeren Abkühlzeiten führen. | Browser |
| Verformung (alle Einflüsse) | 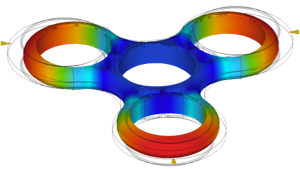 |
Die endgültige Form, die sich aus einer Kombination aus Schwindung und Verzug des Formteils ergibt. Der Verzug wird durch Schwindungsvariationen verursacht und durch die Formteilkonstruktion, die Prozesseinstellungen und das Material beeinflusst. | Browser |
| Füllanimation |  |
Die Progression des Kunststoffs beim Füllen der Werkzeugkavität, die sich auf die Qualität des Formteils auswirkt. Achten Sie auf ungefüllte Bereiche, Bindenähte und Lufteinschlüsse. | Browser |
| Füllsicherheit | 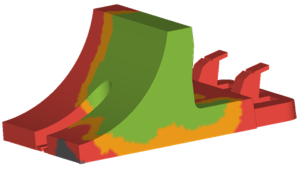 |
Gibt an, wie einfach sich das Formteil füllen lässt. Verringern Sie die orangefarbenen und roten Bereiche, um das Risiko einer unvollständigen Füllung zu reduzieren. | Browser |
| Gefüllt vom Anspritzpunkt | 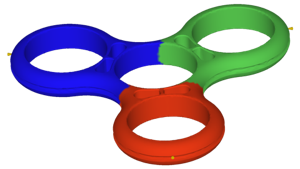 |
Für ein Bauteil mit mehreren Anschnitten wird angezeigt, von welchem Anschnitt das Material stammt. Achten Sie auf eine ungleiche Farbverteilung, was auf eine ungleichmäßige Füllung hinweist. | Browser |
| Temperatur der Fließfront | 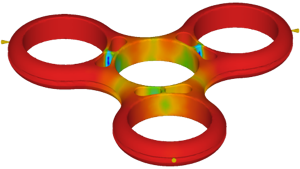 |
Die Temperatur der Kunststoff-Fließfront, wenn diese einen bestimmten Bereich erreicht. Um Qualitätsprobleme zu vermeiden, sollten Sie die Temperaturschwankung innerhalb von 2-5 °C halten. | Browser |
| Einspritzdruck | 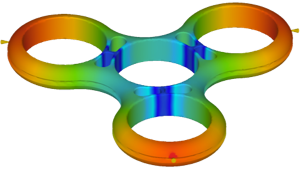 |
Der Druck, der erforderlich ist, um den Kunststoff vom Anspritzpunkt in das Formteil zu drücken. Der Einspritzdruck sollte 50 % der Einspritzdruckkapazität der Maschine, also 90 MPa für die Vorgabemaschine, nicht überschreiten. | Browser |
| Qualitätsprognose |  |
Wie gut das Formteil geformt werden kann und wo Probleme auftreten können. Verringern Sie die orangefarbenen und roten Bereiche, um das Risiko von Qualitätsproblemen zu reduzieren. | Browser |
| Tiefe der Einfallstellen | 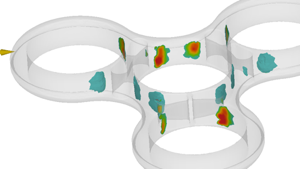 |
Das Vorhandensein und die Position von Senken auf einer Oberfläche, was zu optischen Mängeln führt. Einfallstellen werden in der Regel durch Elemente auf der gegenüberliegenden Fläche verursacht. | Browser |
| Erstarrter Kunststoff (Ende der Füllung) | 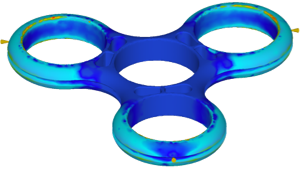 |
Zeigt an, welcher Anteil des Kunststoff-Querschnitts am Ende der Füllphase erstarrt ist, was sich auf den Verzug auswirken kann. Am Ende des Füllvorgangs sollten weniger als 25 % des Formteils erstarrt sein. | Browser |
| Erstarrter Kunststoff (Entformung) |  |
Zeigt an, welcher Anteil des Kunststoff-Querschnitts zum Zeitpunkt der Entformung erstarrt ist. Der Erstarrungsgrad kann sich auf den Verzug auswirken, und idealerweise sollten bei der Entformung mindestens 80 % des Formteils erstarrt sein. | Browser |
| Zeit bis zur Entformungstemperatur | 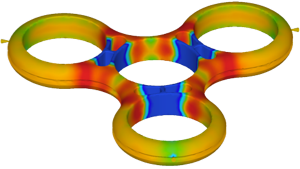 |
Die Zeit, die der Kunststoff zum ausreichenden Aushärten benötigt, sodass eine Entformung möglich ist. Suchen Sie nach Bereichen, deren Entformungszeit deutlich länger ist. Minimieren Sie die Zeitschwankung für das gesamte Formteil. | Browser |
| Volumetrische Schwindung (Entformung) | 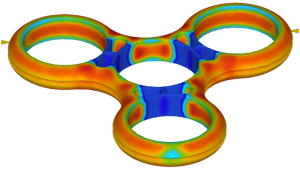 |
Die Verteilung der Volumenreduzierung, die auftritt, wenn der Kunststoff erstarrt, als Prozentsatz. Minimieren Sie die Schwindungsvariation, um das Verzugsrisiko zu reduzieren. | Browser |
| Verzugstoleranz |  |
Zeigt in roter Farbe an, wo der Verzug des Formteils den Toleranzgrenzwert überschreitet. Der Verzug wird durch Schwindungsvariationen verursacht und durch die Formteilkonstruktion und die Prozesseinstellungen beeinflusst. | Browser |
| Bindenähte |  |
An der Stelle, an der zwei Fließfronten aufeinandertreffen. Bindenähte können zu Schwachstellen und/oder optischen Mängeln führen. Vermeiden Sie Bindenähte auf ästhetischen Flächen oder in Bereichen, die eine hohe Festigkeit erfordern. | Browser |