Résultats standard de la simulation de moulage par injection
Les résultats de moulage par injection standard sont générés tout au long de l’analyse et vous pouvez les afficher dès qu’ils sont disponibles, même si l’analyse n’est pas terminée. Les résultats standard sont disponibles dans les nœuds Remplissage + Compactage ou Gauchissement du navigateur de résultats.
- Les résultats du nœud Remplissage + Compactage dans le navigateur fournissent des données telles que la façon dont le plastique s’écoule dans l’empreinte, la température de l’écoulement à différents moments, l’endroit où le plastique se solidifie, l’endroit où les fronts d’écoulement se rencontrent, où des retassures sont susceptibles de se produire, le temps nécessaire au plastique pour refroidir à la température d’éjection, etc.
- Les résultats du nœud Gauchissement dans le navigateur fournissent des informations sur la façon dont le plastique est susceptible de rétrécir à mesure qu’il refroidit à la température ambiante, et sur la façon dont la pièce peut se déformer en conséquence.
| Nom du résultat | Exemple | Affiche... | Accès |
|---|---|---|---|
| Emprisonnements d’air | 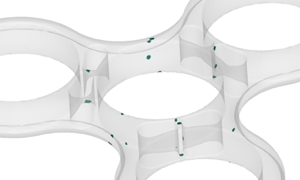 |
Emplacement et probabilité de l’air emprisonné lorsque les fronts d’écoulement du plastique convergent dans différentes directions. Les emprisonnements d’air peuvent provoquer des défauts de surface et un remplissage incomplet et peuvent être évités avec une évacuation suffisante. | Navigateur |
| Température moy. (fin du remplissage) | 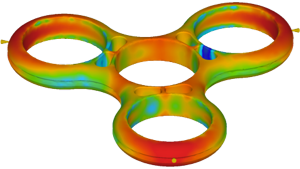 |
Température moyenne dans l’épaisseur de la pièce à la fin du remplissage. Une température trop basse peut entraîner des problèmes de remplissage et des températures excessives peuvent entraîner des temps de refroidissement plus longs. | Navigateur |
| Déplacement (tous les effets) | 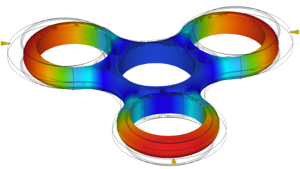 |
Forme finale résultant d’une combinaison de retrait et de gauchissement de la pièce. Le gauchissement est dû à des variations de retrait et est influencé par la conception de la pièce, les paramètres de processus et la matière. | Navigateur |
| Animation du remplissage |  |
Progression du plastique dans le remplissage de l’empreinte du moule, ce qui a une incidence sur la qualité de la pièce. Vérifiez les zones non remplies, les lignes de soudure et les emprisonnements d’air. | Navigateur |
| Qualité du remplissage | 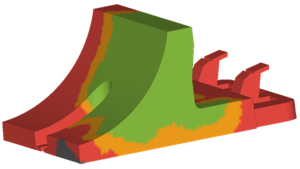 |
Facilité de remplissage de la pièce. Essayez de réduire les zones orange et rouge pour réduire le risque de remplissage incomplet (remplissage incomplet). | Navigateur |
| Remplissage à partir du point d’injection | 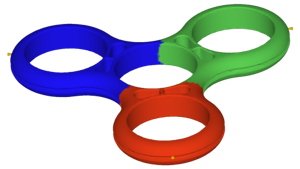 |
Par quel point d’entrée la matière arrive-t-elle, pour une pièce avec plusieurs points d’entrée. Vérifiez la distribution inégale des couleurs indiquant un remplissage non uniforme. | Navigateur |
| Température du front d’écoulement | 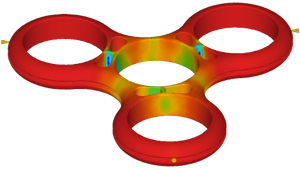 |
Température du front d’écoulement du plastique lorsqu’il atteint une zone donnée. Pour éviter tout problème de qualité, essayez de maintenir la variation de température entre 2 et 5 °C. | Navigateur |
| Pression d’injection | 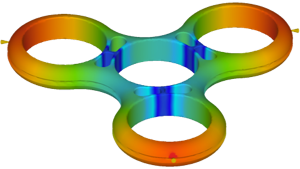 |
Pression requise pour pousser le plastique du point d’injection vers la pièce. La pression d’injection ne doit pas dépasser 50 % de la capacité de pression d’injection de la machine, qui est de 90 MPa pour la machine par défaut. | Navigateur |
| Prévision de la qualité |  |
La qualité du moulage de la pièce et les problèmes éventuels. Essayez de réduire les zones orange et rouge pour réduire le risque de problèmes de qualité. | Navigateur |
| Profondeur des retassures | 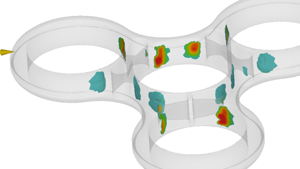 |
Présence et emplacement de dépressions sur une surface, ce qui entraînera des défauts visuels. Les retassures sont généralement causées par des fonctions sur la face opposée de la surface. | Navigateur |
| Plastique solidifié (fin du remplissage) | 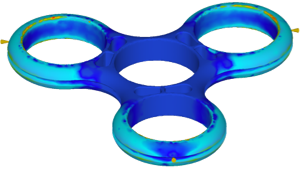 |
Quantité de matière solide dans la section transversale du plastique à la fin de la phase de remplissage, ce qui peut avoir une incidence sur le gauchissement. La pièce doit être solidifiée à moins de 25 % à la fin du remplissage. | Navigateur |
| Plastique solidifié (éjection) |  |
Quantité de matière solide dans la section transversale du plastique au moment de l’éjection. La quantité de solidification peut affecter le gauchissement et, idéalement, la pièce doit être solidifiée à 80 % au moins lors de l’éjection. | Navigateur |
| Temps pour atteindre la température d’éjection | 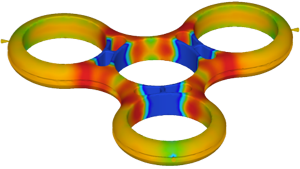 |
Temps nécessaire au plastique pour se solidifier suffisamment pour être éjecté. Recherchez les zones dont le temps d’éjection est considérablement plus long. Limitez les variations de temps pour la pièce. | Navigateur |
| Retrait volumique (éjection) | 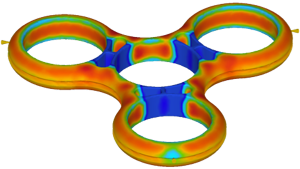 |
Distribution de la réduction du volume qui se produit lorsque le plastique se solidifie, sous forme de pourcentage. Limitez la variation du retrait pour réduire le risque de gauchissement. | Navigateur |
| Tolérance de gauchissement |  |
Lorsque le gauchissement de la pièce dépasse le seuil de tolérance (en rouge). Le gauchissement est dû à des variations de retrait et à des paramètres de conception et de traitement des pièces. | Navigateur |
| Lignes de soudure |  |
Où deux fronts d’écoulement se rencontrent. Les lignes de soudure peuvent créer des points faibles et/ou des défauts visuels. Évitez les lignes de soudure sur des faces esthétiques ou des zones qui nécessitent une résistance élevée. | Navigateur |